
Узкие места в производстве: Поиск "узких мест" производства и планирование по ограниченному ресурсу
Поиск «узких мест» производства и планирование по ограниченному ресурсу
Предлагаю всем в обязательном порядке читать, размышлять и говорить над теорией ограничения систем. Отсутствие знаний у руководства этой философии не позволяет «зреть в корень» проблем производственной эффективности. Я наблюдаю, что директора пытаются устранить локальную проблему под лозунгом «бережливое производство». Про моду использования этих слов я молчу, но не могу осуждать, ведь «демонстрация ярких стендов» может нести маркетинг с косвенным экономическим эффектом.
Караван движется со скоростью самого медленного верблюда. Ваше предприятие выпускает продукцию со скоростью самого медленного участка.
Составление карты процесса
Для начала нам требуются данные производственных и вспомогательных операций — нормовремени, закреплённого сотрудника/должности, возможность параллельного выпуска на участке.
Составляя схему я предлагаю использовать следующие обязательные обозначения:
- время выполнения операции
- описание операции
Движение информационного потока определяется стрелкой, которая пересекает колонки — подразделения, и строки — полуфабрикаты. Получаем следующую схему.
Получаем следующую схему.
Наблюдаем «колыхание» штриховки процесса — плохо. Значит происходит частая передача изделия от одного сотрудника/рабочего центра (РЦ) к другому. А это приводит к потери качества, увеличению межоперационного времени, росту риска возникновения брака, увеличение расходов на передаточную документацию.
Если можно представить идеальный процесс — это изготовление одним мультипрофессиональным сотрудником всего производственного цикла. Встречаются «армии одного человека», но для многих предприятиях невозможно. Приходит на помощь развитие смежных компетенций. Например, на основе представленной картинки операцию « сварка облицовочного нижнего шва» выполняет сварщик, а «выборку продольного шва» — слесарь. Профессиональное развитие слесарных работ сварщиком и наоборот. Альтернативное решение — работа бригадой.
Визуализация значений процесса для поиска узким мест
По каждому подразделению, РЦ, полуфабрикату выводи затраты времени.
Например, для некоторого полуфабриката на рабочем центре полное время выполнения операции составляет 512 минут. Из этого времени требуется 297 минут рабочего А и 215 — рабочего Б. Детализация по рабочим или РЦ позволяет вам оценить узкие места не только между операциям, но и по должностным компетенциям.
Представим итоги производственного процесса выпуска прогдукции «ГП» по времени операций и соотношение долей компетенции А к Б. На графике мы видим рост времени изготовления полуфабриката в точке 1 (ПФ2) и 2 (ПФ7) — «узкое место» производства. В этих местах происходит скопление ПФ предыдущей стадии, а это требует:
- разработку приёмного буфера;
- настройка производственного расписания под такт узкого места.
Анализ сложного производства
Когда пересекаются производственные цепочки с большом ассортиментом производимой продукции возникает сложность планирования и поиска узкого места. Очень часто без полного разложения процесса и без программного средства определить ограниченный ресурс невозможно.
Например, объединяя производство полуфабрикатов на операциях №3, №5 возникает сложность определения оптимальной загрузки оборудования. Критерий оптимальности (интенсивность или равномерность загрузки, «точно в срок» и др. ) пользователь выбирает сам, но для расчета потребуются математические и числовые методы по решению уравнений.
Математически каждая ГП представляет собой совокупность операций:
ГП1 = О1+О3+О5+О6
ГП2 = О2+О3+О5+О7
ГП3 = О2+О3+О4
Можно рассчитать систему уравнений в поисках экстремумов функций, но возникает нелинейность из-за следующих особенностей, которые надо учесть:
- длительность переналадки от входящего полуфабриката;
- распределение времени на объединяющих операциях на готовую продукцию;
- заменяемость рабочих центров.
Программные средства для планирования производства
Часто решить нетривиальные задачи помогают программные средства. Прежде всего это семейство программ на платформе «1С Предприятие» с которыми я работаю:
- 1С УПП
- 1C MES (оперативное управление производством)
- 1С ERP
- 1С УНФ (требует доработки)
Представленные программные средства имеют свои преимущества и недостатки в планировании.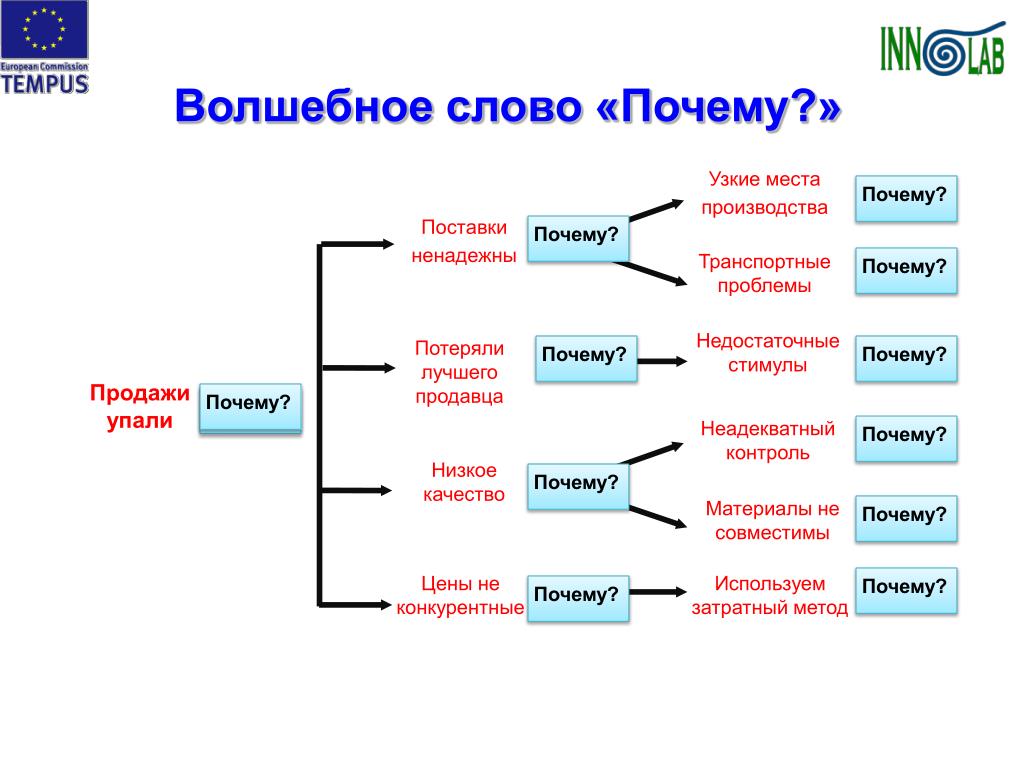 На каждом промышленное предприятие проводится функциональное моделирование с описанием бизнес-процессов, возможностей системы и полученных ограничений. Работа с ограничениями заключается в доработке программы или перестроение процесса.
На каждом промышленное предприятие проводится функциональное моделирование с описанием бизнес-процессов, возможностей системы и полученных ограничений. Работа с ограничениями заключается в доработке программы или перестроение процесса.
Флагманский продукт «1С ERP» фирмы 1С, особенно в редакции 2.4 (с включением полноценного пооперационного планирования) имеет возможности главного и локального диспетчирования с построением графика производства. Пользователь может построить график производства по выбранной модели (сценарию) и оценить загрузку рабочих центров.
На диаграмме Ганта вы видите перегруженные рабочие центры, которые являются кандидатами на звание «узкого места» и требует внимания со стороны руководства.
Узкое место производства — Энциклопедия по экономике
Сопоставление производственной мощности отдельных стадий удобно производить графически, путем построения диаграммы мощностей отдельных участков, цехов, называемой профиль производственной мощности. Такая диаграмма дает наглядное представление о соотношении производственных мощностей отдельных стадий, об узких местах производства и резервах (рис. IX.4). При выявлении пропорциональности мощностей по пределам производства целесообразно принимать мощность ведущего оборудования (участка, цеха), по которому установлена мощность всего объекта (или звена), за единицу (или 100%), а мощность всех остальных выражать в виде коэффициентов, исчисленных по отношению к этой базе.
[c.162] В результате расчетов определяют степень загрузки наличного оборудования, узкие места производства, объекты для разработки оргтехмероприятий.
[c.188]
Такая диаграмма дает наглядное представление о соотношении производственных мощностей отдельных стадий, об узких местах производства и резервах (рис. IX.4). При выявлении пропорциональности мощностей по пределам производства целесообразно принимать мощность ведущего оборудования (участка, цеха), по которому установлена мощность всего объекта (или звена), за единицу (или 100%), а мощность всех остальных выражать в виде коэффициентов, исчисленных по отношению к этой базе.
[c.162] В результате расчетов определяют степень загрузки наличного оборудования, узкие места производства, объекты для разработки оргтехмероприятий.
[c.188]Экономичность применения прогрессивной системы объясняется тем, что при росте выпуска продукции постоянная часть цеховых расходов (отопление, освещение, содержание аппарата) остается почти без изменений, поэтому удельный вес этих расходов в расчете на изделие (прибор) уменьшается, что значительно снижает его себестоимость. Такая оплата труда разрешается директором предприятий временно только на узких местах производства.
Узкое место производства 38 [c.302]
Авторы предлагают единую для различных цехов методику расчета на ЭВМ производственных мощностей. Ее использование обеспечивает повышение точности и оперативности расчетов мощностей, позволяет своевременно выявить узкие места производства и планировать равномерную загрузку производственного оборудования. [c.2]
Мероприятия по ликвидации узких мест производства. [c.20]
Основные организационно-технические мероприятия, которые могут обеспечить ликвидацию узких мест производства без значительных капитальных вложений и в самые короткие сроки, — это различные варианты ввода дополнительного оборудования, модернизация и перевод его на 3-сменный (непрерывный) режим работы, перераспределение трудоемкости обрабатываемых деталей между узкими и широкими группами оборудования, совершенствование технологии и конструкции обрабатываемых деталей, вызывающее снижение трудоемкости их обработки, и ряд других мероприятий. Все мероприятия, которые намечаются для ликвидации узких мест производства, представляются в ИВЦ по форме 9А.
Элементы а/Д » и а 1 «1 характеризуют мероприятия по ликвидации узких мест производства и соответствуют кодам седьмой графы формы 9А. [c.76]
Элементы а/ Д»» и а/д»» заполняются программным путем при выдаче на печать формы 10А при ликвидации узких мест производства [c.76]
АНАЛИЗ ИСПОЛЬЗОВАНИЯ ПРОИЗВОДСТВЕННЫХ МОЩНОСТЕЙ И ПОРЯДОК ЛИКВИДАЦИИ УЗКИХ МЕСТ ПРОИЗВОДСТВА [c.80]
Расчет производственной мощности по цехам завода с учетом мероприятий по ликвидации узких мест производства (форма 10А) используется для получения [c.81]
Данные форм 13, 14 помогают лучше наметить мероприятия по ликвидации узких мест производства, определить затраты на их проведение. Они нацеливают на использование имеющихся на предприятии возможностей по увеличению выпускаемой продукции. [c.94]
Нужно отметить, что информация может быть использована на всех уровнях управления производственно-хозяйственной деятельностью производственного объекта. В частности, она может быть использована для планирования объемов капитальных затрат на ликвидацию узких мест производства, для определения объектов размещения заказов на основные фонды и т. п..
[c.95]
п..
[c.95]
Ликвидация узких мест производства может быть достигнута с помощью следующих мероприятий [c.96]
Ликвидация узких мест производства имеет свои особенности и осуществляется по определенным правилам, обусловленным характером мероприятия. [c.97]
Для обеспечения расчетов производственной мощности относительно плана производства по конкретным деталям (изделиям) документы массива Ml, содержащие данные о плане производства, должны быть упорядочены в разрезе цеха по деталям (изделиям). Это вызывает необходимость аналогичным образом упорядочить документы массива М2(пр) для записи по каждому документу массива по соответствующей суммарной трудоемкости по каждой группе оборудования, а также для получения производственной мощности в натуральном измерении и для выполнения программ по ликвидации узких мест производства. [c.105]
Информация о производственной мощности- цеха -без учета мероприятий по ликвидации узких мест производства получается на основании документов массива формы 10, в которой неведущие участки размещаются за ведущими. [c.108]
[c.108]
Полученные по форме 10 результаты расчета анализируются, выявляются узкие места и намечаются организационно-технические мероприятия по их ликвидации, которые заносят в форму 9А ( Основные мероприятия по ликвидации узких мест производства ). [c.108]
Данные массива формы 10 используются для определения коэффициента загрузки оборудования с учетом мероприятий по ликвидации узких мест производства и количества единиц излишнего (недостающего) оборудования. Из документов массива формы 10А выбираются последовательно все детали (изделия), обрабатываемые [c.108]
При составлении краткосрочной производственной программы устанавливают количество и номенклатуру продукции и услуг. Для этого необходимо знать узкие места производства и сбыта [c.243]
Одно узкое место (полная загрузка) Удельная маржинальная прибыль на единицу узкого места Производство осуществляется в порядке убывания удельной маржинальной прибыли на единицу узкого места w/——1——— (/ = 1,. ..,л)
[c.245]
..,л)
[c.245]
Производственная мощность не является каким-то максимумом, установленным раз и навсегда. Она изменяется вместе с совершенствованием техники, технологии и организации производства, поэтому «узкие» места производства могут ликвидироваться различными путями в одних случаях — установкой дополнительного оборудования и модернизацией действующего в [c.302]
Опыт США XX в. наглядно показал, что глубинным инновационным мотором, стержнем самодвижения воспроизводства является опора на человека как производителя и потребителя всего доступного спектра материальных и духовных богатств. Американское хозяйство первым перешло к динамичной формуле вся совокупность деятельности — перспективные (инновационные) потребности . Последние представляют собой такие потребности, для удовлетворения которых в данный момент на рынке еще нет соответствующих продуктов или услуг. Они возникают в узких местах производства и потребления и служат ориентиром для выбора приоритетов инновационного развития. [c.368]
[c.368]
Главным в подготовке данных отчетов является информирование менеджеров о случаях отклонений определенных результатов производства от плановых показателей. Тем самым бухгалтер-аналитик помогает осуществлять анализ производственных результатов и определять слабые места производства, не уделяя время тем операциям производственного процесса, которые выполняются в соответствии с планом, а концентрируя внимание руководства на узких местах производства. [c.16]
Метод анализа поставленных задач работнику предлагается сформулировать задачи, которые ставит перед ним профессия. Степень успешности определяется знанием проблем и узких мест производства, а также умением видеть инновационные возможности производства. Анализ поставленных задач должны проводить опытные эксперты. [c.13]
Результаты поставленных задач кандидату предлагается сформулировать задачи, которые ставит перед ним должность, на которую он планируется в резерв. Степень пригодности кандидата на должность определяется степенью знания проблем и узких мест производства, а также умением видеть инновационные возможности производства.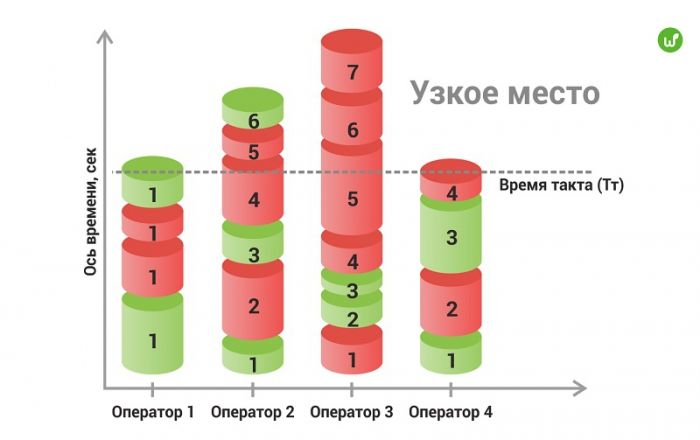 Анализ поставленных задач должны проводить опытные эксперты.
[c.256]
Анализ поставленных задач должны проводить опытные эксперты.
[c.256]
Как правило, ежемесячно отделы маркетинга и продаж детализируют общий план продаж, а службы производственного планирования — общий план производства (т. е. обе составные части плана производства и продаж), опираясь на наличные ресурсы и преодолевая узкие места производства. Балансировка возможностей и потребностей производится в укрупненном виде. Термин агрегирование означает здесь укрупнение соответствующих показателей планов и ресурсов в общие, объединяющие отдельные позиции, показатели. Укрупненные данные прогнозируемого спроса и наличных ресурсов, таких, как производственные мощности, запасы, численность рабочих и пр., используются разработчиками плана для определения темпа выпуска предприятием продукции в течение планового периода в разрезе укрупненных позиций. [c.522]
Неоправданное применение сдельно-прогрессивной системы оплаты труда порождает перерасходы заработной платы и приводит к повышению себестоимости продукции. Поэтому даже временное ее применение в каждом отдельном случае обязательно требует серьезного экономического обоснования в частности, надо определить, как влияет введение данной системы на уровень себестоимости продукции, и выяснить условия, при которых она обеспечивает ее снижение (подробно об этом см. 2.5). Недопустимо произвольно расширять круг работ, оплачиваемых по данной системе, ее можно временно применять только на узких местах производства по ограниченному кругу работ в случаях действительной производственной необходимости. Следует также иметь в виду, что при этой системе оплаты труда необходим точный учет фактически отработанного времени, исключающий всякого рода искусственное его уменьшение, влекущее за собой необоснованное увеличение расценок.
[c.77]
Поэтому даже временное ее применение в каждом отдельном случае обязательно требует серьезного экономического обоснования в частности, надо определить, как влияет введение данной системы на уровень себестоимости продукции, и выяснить условия, при которых она обеспечивает ее снижение (подробно об этом см. 2.5). Недопустимо произвольно расширять круг работ, оплачиваемых по данной системе, ее можно временно применять только на узких местах производства по ограниченному кругу работ в случаях действительной производственной необходимости. Следует также иметь в виду, что при этой системе оплаты труда необходим точный учет фактически отработанного времени, исключающий всякого рода искусственное его уменьшение, влекущее за собой необоснованное увеличение расценок.
[c.77]
На выполнение этих заказов требуется использование 35 % мощностей предприятия, что не только превышает его максимальные возможности, но дополнительно загружает самое узкое место производства — механическую обработку деталей на металлорежущих станках, осуществляемую в условиях дефицита станочников. [c.58]
[c.58]
Изыскать возможность дополнительного выделения в текущем году кооперативу Каменщик топлива для возможности обжига кирпичей ( узкое место производства) в 3 смены и за этот счет на 30 % увеличить выпуск кирпичей, что значительно сократит дефицит [c.102]
На первом этапе, т. е. в период организационной подготовки, создают творческие группы, определяют программу и методику проведения работ. Второй этап включает сбор данных, характеризующих состояние организации труда на каждом производственном участке, их обработку и анализ, определение резервов. На этом этапе выявляют узкие места производства, устанавливают значимость и очередность разработки мероприятий. [c.24]
Основной задачей любого текущего момента в жизни предприятия является эффективное использование имеющегося потенциала, что означает более полное и комплексное извлечение полезных ископаемых месторождения, повышение капиталоотдачи и производительности труда. Для эффективного решения этих проблем необходимо обеспечить баланс и пропорциональность всех взаимодействующих ресурсов. Это соответствие должно наблюдаться и в количественном, и в качественном отношениях. Так, звенья технологической цепочки предприятия должны соответствовать друг другу по мощности и по технологическому уровню. Персонал должен быть укомплектован численно и иметь требуемую техническую подготовку и т. д. Разные количественные или качественные характеристики отдельных элементов потенциала неизбежно ведут к возникновению узких мест производства и его недоиспользованию в целом. Наличие рассогласований — одна из наиболее частых причин производственных сбоев. Примерами может служить несоразмерность производительности очистных за-
[c.22]
Это соответствие должно наблюдаться и в количественном, и в качественном отношениях. Так, звенья технологической цепочки предприятия должны соответствовать друг другу по мощности и по технологическому уровню. Персонал должен быть укомплектован численно и иметь требуемую техническую подготовку и т. д. Разные количественные или качественные характеристики отдельных элементов потенциала неизбежно ведут к возникновению узких мест производства и его недоиспользованию в целом. Наличие рассогласований — одна из наиболее частых причин производственных сбоев. Примерами может служить несоразмерность производительности очистных за-
[c.22]
Исходным пунктом рационализаторской деятельности является тематическое планирование. Тематический план по изобретательству и рационализации создается в ходе обсуждения узких мест производства. Для северного трубопроводного строительства тематический план обычно имеет следующие разделы работы по хозяйственному обустройству подготовительные и земляные работы погрузочно-разгрузочные и транспортные работы, работы по снегоборьбе сварочно-монтажные работы изоляционно-укладочные работы работы по балластировке и закреплению монтаж арматурных узлов, работы по продувке и испытанию ремонт техники прочие работы. [c.120]
[c.120]
Как уже отмечалось, величина производственной мощности определяется на начало и конец рассчитываемого периода, в течение которого производительность труда, а следовательно, и трудоемкость изготовления изделий не остаются величиной постоянной. На конец рассчитываемого периода трудоемкость должна быть меньше, чем на начало. Следовательно, прогрессивная норма трудоемкости, закладываемая в расчет мощности на конец рассчитываемого периода, тоже должна быть меньше. Это снижение трудоемкости на запланированный коэффициент повышения производительности труда предусматривается по цехам, участкам и группам оборудования в соответствии с планом совершенствования конструкций изделий, технологических процессов и организации производства. Основное внимание при этом должно быть уделено разработке мероприятий по снижению трудоемкости на узких местах производства путем ужесточения норм трудоемкости по деталеопераци-ям, сдерживающим выпуск продукции. [c.34]
Разработанный метод расчета производственных мощностей и ликвидации узких мест производства с применением ЭВМ предусматривает возможность проводить любое необходимое количество оргтехмероприятий по лик- видации узких мест производства. В качестве критерия оптимальности принято полученное значение величины мощности при наименьших затратах на реализацию организационно-технических мероприятий по ликвидации узких мест производства.
[c.96]
В качестве критерия оптимальности принято полученное значение величины мощности при наименьших затратах на реализацию организационно-технических мероприятий по ликвидации узких мест производства.
[c.96]
Такую же операцию может выполнить группа (1К620 07247), состоящая из двух единиц оборудования и способная взять на себя дополнительно некоторую часть работ в целях увеличения производственной мощности группы 062442. Для перераспределения работ между данными группами заполняется форма 9А Основные мероприятия по ликвидации узких мест производства с указанием узкой и широкой групп и остальных данных и кода мероприятий. [c.102]
Исходными данными для ликвидации узких мест производства являются выходная информация о результатах расчетов производственной мощности по различным видам производства с помощью простых экономико-математических моделей, записанная на магнитных лентах и выдаваемая по форме 10 (последовательность получения которой указана выше) информация об основных мероприятиях по ликвидации узких мест производства, представляемая по форме 9А информация об оборудовании и фонде времени его работы информация о деталеопера-ционных нормах времени, информация о выполнении норм выработки рабочими по профессиям. [c.103]
[c.103]
Во-первых, предполагается, что заявкам потребителей готовой продукции должны соответствовать не ее предварительно накопленные запасы, а производственные мощности, готовые перерабатывать сырье и материалы, поступающие почти с колес . Вследствие этого объем производственных запасов, квалифицируемый как замороженные мощности, минимизируется. Во-вторых, в условиях минимальных запасов необходима непрерывная рационализация организации и управления производством, ибо высокий объем запасов нивелирует, в известном смысле ма скирует ошибки и недостатки в этой области, узкие места производства, несинхро-низированные операции, неиспользуемые производственные мощности, ненадежную работу поставщиков и посредников. В-третьих, для оценки эффективности производственного процесса, помимо уровня затрат и производительности фондов, следует учитывать срок реализации заявки, так называемую длительность полного производственного цикла. Короткие сроки реализации заявок облегчают [c.224]
Ив обцей оценки работы всего производств I, приведенной в пояснительной записке, ножво сделать вывод, чтс узким местом производства является цех кальцинации. Содовые печи работа ли с полной нагрузкой и простои их сведены к минимум . Однако, ч из-за того, что проектная производительность паровых калъцинатороз до сих пор остается неосвоенной, цех кальцинации сдерживал. рабату как производства № I, так и цеха АКД № 3. В последнем цехе по этой причине не достигнута проектная производительность элемента АБ-ДС и КЛ. Однако по сравнению с соответствующим кварталом 1972 г. съем с элемента АБ-ДС значительно увеличен. Производительность КЛ и ФЛБ, наоборот, уменьшилась из-за значительного увеличения числа работящих аппаратов.
[c.11]
Содовые печи работа ли с полной нагрузкой и простои их сведены к минимум . Однако, ч из-за того, что проектная производительность паровых калъцинатороз до сих пор остается неосвоенной, цех кальцинации сдерживал. рабату как производства № I, так и цеха АКД № 3. В последнем цехе по этой причине не достигнута проектная производительность элемента АБ-ДС и КЛ. Однако по сравнению с соответствующим кварталом 1972 г. съем с элемента АБ-ДС значительно увеличен. Производительность КЛ и ФЛБ, наоборот, уменьшилась из-за значительного увеличения числа работящих аппаратов.
[c.11]
УЗКОЕ МЕСТО — это… Что такое УЗКОЕ МЕСТО?
Узкое место — ситуация принятия решения при недостаточных производственных мощностях, в которой калькуляция покрытия показывает, какой ассортимент продукции предприятию следует выбрать для того, чтобы получить как можно более высокое покрытие. См. также:… … Финансовый словарь
узкое место — заковырка, трудность, затруднение, заколупка, проблема, препятствие, закавычка, зацепка, закорючка, загвоздка, закавыка, пиковое положение, запятая, осложнение Словарь русских синонимов. узкое место сущ., кол во синонимов: 19 • загвоздка (26) … Словарь синонимов
узкое место сущ., кол во синонимов: 19 • загвоздка (26) … Словарь синонимов
УЗКОЕ МЕСТО — (bottleneck) Реальное ограничение (constraint) максимальных темпов развития или уровня какой либо деятельности. В экономике данный термин употребляется по аналогии с физикой. Например, максимальная скорость вытекания жидкости из бутылки… … Экономический словарь
узкое (место) — узкая часть — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы узкая часть EN criticalnarrow … Справочник технического переводчика
узкое место — узкий проход — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы узкий проход EN bottleneckbottle neck … Справочник технического переводчика
Узкое место — У этого термина существуют и другие значения, см. Бутылочное горло. Узкое место явление, при котором производительность или пропускная способность системы ограничена одним или несколькими компонентами или ресурсами. В соответствующем… … Википедия
Бутылочное горло. Узкое место явление, при котором производительность или пропускная способность системы ограничена одним или несколькими компонентами или ресурсами. В соответствующем… … Википедия
«узкое место» — 3.46 «узкое место»: Объект газотранспортной системы (магистральный газопровод, газопровод отвод, газопровод перемычка, распределительный газопровод или их участок, компрессорная станция, ГПА, станция подземного хранения газа, ГИС, узел… … Словарь-справочник терминов нормативно-технической документации
«УЗКОЕ МЕСТО» — – ситуация, складывающаяся в результате недостатков в организации производства, когда рабочее место не обеспечивается материальными, трудовыми или топливно энергетическими ресурсами; превышение производительности труда при предыдущей… … Краткий словарь экономиста
узкое место — в чём. Наиболее слабая, уязвимая сторона в каком л. деле, создающая затруднения, осложнения и т. п. У ое место в производстве … Словарь многих выражений
п. У ое место в производстве … Словарь многих выражений
Узкое место — Публ. Недостаток в слабых звеньях производственного процесса, ведения хозяйства. НРЛ 96; БТС, 1378; Мокиенко 2003, 57 … Большой словарь русских поговорок
Узкие места производства — Справочник химика 21
Проведено изучение кинетики каталитического хлорирования бензола в направлении выявления узких мест производства хлорбензола. [c.474]Узкие места производства [c.303]
Для развития изобретательства и рационализации на предприятиях разрабатываются тематические планы, в которых указываются узкие места производства по каждому цеху. К этому привлекаются общественные организации, передовики производства, изобретатели и инженерно-технические работники. На многих предприятиях организуются комплексные бригады изобретателей и рационализаторов, общественные конструкторские бюро. [c.344]
П.
 Интенсификация процессов в элементах, представляющих собой узкие места производства. Методы интенсификации выбирают с учетом конкретного элемента например, целесообразно создание оптимального температурного профиля в трубчатом реакторе, использование более активного и селективного катализатора, применение более эффективных насадок в массообменных процессах и т. д. [c.25]
Интенсификация процессов в элементах, представляющих собой узкие места производства. Методы интенсификации выбирают с учетом конкретного элемента например, целесообразно создание оптимального температурного профиля в трубчатом реакторе, использование более активного и селективного катализатора, применение более эффективных насадок в массообменных процессах и т. д. [c.25] Длительность процесса окисления в битумы является одним из узких мест производства. В качестве катализаторов окисления гудрона в битум предложены отработанный катализатор полимеризации олефинсодержащих нефтяных газов — фосфор на кизельгуре, ортофосфорная кислота. Процесс окисления гудронов может быть интенсифицирован изменением растворяющей силы дисперсной среды путем изменения глубины отбора дистиллятных фракций при подготовке сырья термическим уплотнением сырья рециркуляцией продуктов в реакционном устройстве добавкой в сырье эффективных комплексообразователей регулированием температуры. Кроме того, интенсификация процесса может осуществляться созданием в реакционном объеме локальных температурных градиентов за счет подачи охлажденных или перегретых потоков продуктов, размещением в реакторе охлаждаемых (либо нагретых до более высоких температур) поверхностей или наличия в реакторе адсорбционных поверхностей (металлов или оксидов металлов). [c.473]
[c.473]
Производство упарки на Стерлитамакском химзаводе также не освоено в полной мере. Наиболее узким местом производства является узел охлаждения и отделения взвешенной соли. Намеченные и осуществляемые технические решения (установка дополнительной центрифуга НШ-800-К, спиральных теплообменников, резервного выпарного аппарата и др.) направлены на создание более благоприятных условий ведения процесса. [c.67]
Особому коррозионно-эрозионному разрушению подвержены смесители, что является одним из узких мест производства. Коррозия наблюдалась в сварных швах насадки и в местах уплотнений футеровки. Значительной эрозии подвержены элементы насадки и футеровки смесителя в местах ввода СО г. [c.42]
Необходимо также упорядочить работу промывного отделения. Как видно из приведенных данных, одним из узких мест производства является обеспечение доллочистки газа от мышьяка. [c.26]
В 1969 г. на предприятиях отрасли был выполнен значительный объем работ по капитальному ремонту оборудования и сооружений, замене устаревшего и установке на узких местах производства дополнительного оборудования. Много сделано для бесперебойной работы производства. [c.26]
Много сделано для бесперебойной работы производства. [c.26]
Выбор критерия оптимальности процесса зависит от различных условий работы узкое место производства должно работать по варианту, показанному на рис. 1У-6, а в условиях дефицита материалов следует отдать предпочтение варианту, представленному на рис. 1У-6, б в нормальных условиях работы нужно придерживаться варианта оптимальной наладки по минимуму стоимостных потерь (рис. 1У-6, в). [c.189]
Комбинация цифровой вычислительной машины и организующих программ для обработки информации представляет собой мощный метод как для инженера, так и для студента-диплом-ника. В настоящее время с помощью этого метода можно решать проблемы, требующие оперирования десятками тысяч чисел. Например, в рассматриваемом в этой книге с целью иллюстрации примере требуется решить систему примерно из 500 уравнений, множество нелинейных уравнений, включающих около 1000 переменных потоков, и примерно 200 параметров различных аппаратов. Всестороннее программное моделирование можно использовать для прогнозирования влияния изменения условий, физических схем и производительности, для быстрого составления материального и энергетического балансов, для быстрой и надежной оптимизации процесса, для углубления знаний о поведении сложных схем, для совершенствования управления и изучения возможности работы вычислительной машины в режиме разомкнутого контура управления, для нахождения и устранения узких мест производства, для расчета цен, управления запасами, а также для обучения операторов и инженеров. [c.14]
Всестороннее программное моделирование можно использовать для прогнозирования влияния изменения условий, физических схем и производительности, для быстрого составления материального и энергетического балансов, для быстрой и надежной оптимизации процесса, для углубления знаний о поведении сложных схем, для совершенствования управления и изучения возможности работы вычислительной машины в режиме разомкнутого контура управления, для нахождения и устранения узких мест производства, для расчета цен, управления запасами, а также для обучения операторов и инженеров. [c.14]
В значительной мере аналогично строится система согласования нагрузок отделений фильтрации и дистилляции с емкостью резервуара фильтровой жидкости между ними. Управляющее воздействие, вызванное изменением нагрузки на фильтрах, передается в отделение дистилляции. Наряду с нормальным протеканием процесса согласования возможны отклонения, вызванные тем, что отделение дистилляции является узким местом производства. Перенастройка в процессе согласования задания, выдаваемого системе регулирования расхода фильтровой жидкости в отделении дистилляции, может вызвать резкое возрастание сопротивления в аппаратах и даже захлебывание. В этом случае последняя перенастройка путем увеличения задания системе регулирования расхода фильтровой жидкости снимается и УВМ выдает задание на уменьшение производительности компрессоров по газу, подаваемому на карбонизацию. Пра этом нагрузка в отделении карбонизации и в других отделениях поддерживается на максимально высоком уровне, определяемом пропускной способностью узкого места . [c.161]
Перенастройка в процессе согласования задания, выдаваемого системе регулирования расхода фильтровой жидкости в отделении дистилляции, может вызвать резкое возрастание сопротивления в аппаратах и даже захлебывание. В этом случае последняя перенастройка путем увеличения задания системе регулирования расхода фильтровой жидкости снимается и УВМ выдает задание на уменьшение производительности компрессоров по газу, подаваемому на карбонизацию. Пра этом нагрузка в отделении карбонизации и в других отделениях поддерживается на максимально высоком уровне, определяемом пропускной способностью узкого места . [c.161]
Оперативно-обследовательский отдел ведет систематическое обследование работающей аппаратуры, оборудования, накопление п обобщение материалов, характеризующих ход технологических процессов. Это позволяет выявлять узкие места производства, выяснять причины нарушения технологических режимов, а также уточнять технологические нормы.
 Таким путем собирают материалы, позволяющие решать вопросы о мощности и путях улучшения действующих производств. [c.317]
Таким путем собирают материалы, позволяющие решать вопросы о мощности и путях улучшения действующих производств. [c.317]В результате сопоставления мощностей выявляются так называемые узкие места производства. Под узким местом надо понимать такой участок цеха, оборудование которого но своей мощности меньше всего прочего оборудования, особенно ведущего, в связи с чем на других участках цеха ограничивается возможность полного использования мощности оборудования. В результате производственная мощность цеха снижается под влиянием этих узких мест. [c.156]
Отделение очистки и гранулирования меди по свое производственной мощности раньше было узким местом производства. Продолжительность одной плавки вместе с гранулированием составляла 6 час. За сутки печь выдавала 4 плавки. За счет улучшения технологического процесса плавки, введения малой механизации, реконструкции форсунки и воздуховодов удалось сократить время плавки с 6 час. до 4 час. 45 мин. Вследствие этого печь стала вместо четырех плавок в сутки выдавать пять, т. е. производительность ее увеличилась на 25%. [c.155]
Вследствие этого печь стала вместо четырех плавок в сутки выдавать пять, т. е. производительность ее увеличилась на 25%. [c.155]
Процесс сушки требует значительных расходов энергии. Часто сушилки являются узким местом производства, лимитирующим возможность увеличения его мощности. Поэтому изучению процесса кинетики сушки, правильному выбору типа сушилки и нахождению оптимального режима ее эксплуатации уделяется особое внимание. [c.161]
Процесс сушки требует значительных энергетических затрат. Часто сушилки являются узким местом производства, ограничи-ваюш,им возможность увеличения его мощности. Поэтому рассмотрению кинетики процесса сушки и правильному выбору типа сушилки, а также нахождению оптимального режима сушки уделяется особое-внимание. [c.151]
На содовых заводах, где дестилляция является узким местом производства, от фактической производительности элемента непосредственно зависит количество выработанной кальцинированной соды. Поэтому интенсификация работы элемента имеет большое производственное значение. [c.46]
Громоздкость этих сушилок, низкая производительность по съему влаги, а также невозможности создания необходимых санитарно-гигиенических условий труда, приводят к тому, что стадия сушки в общей цепи технологического процесса становится зачастую наиболее узким местом производства. Кроме того, неравномерность сушки в начальный и конечный период может, в ряде случаев, значительно повлиять на качество сухого продукта. [c.345]
Пути интенсификации процесса гранулирования. Одним из узких мест производства аммофоса является стадия гранулирования, которая в значительной степени определяет не только эффективность работы последующих стадий процесса, но и его техникоэкономические показатели. Как правило, на большинстве заводов гранулирование порошковидного аммофоса осуществляется в шне-ке-грануляторе при низких температурах 45—65 °С, вместо 85— 95 °С или редко — выше 60 °С. Это объясняется недостаточным количеством тепла, вводимого с пульпой, ретуром и порошковидным аммофосом, а также отсутствием стабильных условий па стадии аммонизации и гранулирования. Поэтому процесс гранулообразования приходится вести при повышенном содержании влаги в гранулируемой смеси (до 12—14%), что ведет к ухудшению работы последующих стадий процесса в результате залипания сушильного барабана и течек, повышенного выхода крупной фракции, замазы- [c.132]
Это объясняется недостаточным количеством тепла, вводимого с пульпой, ретуром и порошковидным аммофосом, а также отсутствием стабильных условий па стадии аммонизации и гранулирования. Поэтому процесс гранулообразования приходится вести при повышенном содержании влаги в гранулируемой смеси (до 12—14%), что ведет к ухудшению работы последующих стадий процесса в результате залипания сушильного барабана и течек, повышенного выхода крупной фракции, замазы- [c.132]
Наиболее узкое место производства — абсорбция хлористого водорода, необходим монтаж третьей нитки абсорбции. [c.25]
Промышленное производство нитрагина построено по типичной схеме асептического микробиологического предприятия. Поскольку узким местом производства является стадия высушивания живых клеток, то каждый из вновь используемых штаммов оценивается не только с точки зрения его продуктивности, но и на устойчивость к температурным воздействиям. [c.82]
Этот вид оплаты труда применяется, как правило, прн необходимости расшить узкие места производства, препятствующие увеличению выпуска продукции и выполнению производственной программы участка, и только в том случае, когда исчерпаны возможности ликвидации этих узких мест за счет организационно-технических мероприятий. [c.637]
[c.637]
Сопоставление производственной мощности отдельных стадии удобно производить графически, путем построения диаграммы мощностей отдельных участков, цехов, называемой профиль 1роизводственной мощности. Такая диаграмма дает наглядное представление о соотношении производственных мощностей отдельных стадий, об узких местах производства и резервах (рис. IX.4). При выявлении пропорциопальности мощностей по пределам производства целесообразно принимать мощность веду- дего оборудования (участка, цеха), по которому установлена мощность всего объекта (или звена), за единицу (или 100%), а мощность всех остальных выражать в виде коэффициентов, исчисленных по отнощению к этой базе. [c.162]
В результате расчетов определяют степень загрузки наличного обору,дования, узкие места производства, объекты для разработки оргтехмероприятий. [c.188]
Для каждой из действуюцщх химико-технологических систем (ХТС) рассматриваются три этапа предварительного анализа классификация ХТС, определение оптимальных технологических маршрутов и составление оптимального расписания. В результате анали ш определяются лимитирующие стадии для титанатов металлов — прокалка, МЦФП — осаждение пасты, нитраты и оксиды свинца — кристаллизационная очистка. Оптимизация «узких мест» производства без привлечения дополнительных объемов оборудования проводится за счет оптимизации и стабилизации технологических процессов, реализуемых на данной ХТС. Например, при реконструкции действующего производства соединений свинца, только за счет оптимизации структуры потоков и технологического режима, повышена производительность на 70% [16]. [c.104]
В результате анали ш определяются лимитирующие стадии для титанатов металлов — прокалка, МЦФП — осаждение пасты, нитраты и оксиды свинца — кристаллизационная очистка. Оптимизация «узких мест» производства без привлечения дополнительных объемов оборудования проводится за счет оптимизации и стабилизации технологических процессов, реализуемых на данной ХТС. Например, при реконструкции действующего производства соединений свинца, только за счет оптимизации структуры потоков и технологического режима, повышена производительность на 70% [16]. [c.104]
Выше были приведены примеры исиользования пульсационного оборудования на отдельных стадиях различных производств. Однако при этом не всегда достигалась максимальная эффективность от его применения, поскольку другие стадии становились узким местом производства. Так, при совместной работе аппаратов периодического и неирерывного действия (в качестве последних — пульсационных реакторов) возникают проблемы, связанные с накоплением и дозировкой реагентов. В то же время показано, что в пульсационных реакторах колонного типа можно осуществлять множество различных технологических процессов. Это позволяет создавать целые производства, в которых большинство процессов может быть осуществлено в непрерывнодействующих пульсациоиных колоннах. При этом конструкция колоины, системы иульсации, системы КИП и А могут состоять из ряда унифицированных узлов. [c.177]
Для лучшего проведения изобретательской и рационализаторской работы на предприятии разрабатывают тематические планы, в которых указываются узкие местя производства по [c.365]
Из приведенных данных видно, что печное отделение цеха — наиболее узкое место производства, определяющее его основные показатели. Тем не менее за. 1969 г. капитально отремонтирован лишь один блок печей КС с установкой цепных транспортеров огарка от печи. и сухого электрофильч-)а. Печь была остановлена на ремонт 20 мая и пущена лишь к концу гида. Тростой печи на ремонте превысил норму в 6,3 раза. [c.9]
[c.9]
Значительное внимание уделяется в патентных разработках вопросу кристаллизации АХгСЗО д из расплава. Эта стадия производства, как видно из обнаруженных матерталов, в настоящее время является узким местом производства, особенно в связи с повышением со стороны потребителей требований к виду поставляемого товарного продукта — желание получить его в гранулированном или мелко-дробленном (но без пыли) виде, отсутствие слеживаемости и т. д. Судя по патентным источникам [54—59], ведется усиленная разработка способа кристаллизации сульфата алюминия из расплава на [c.75]
Вопрос о повышении мощности производства до 30 тыс.тн. можно ставить после расширения узких мест производства и увеличения надехностЕ работы отдельных стадий. [c.25]
В июле начато освоение проектной мощности метилового эфира метакриловой кислоты. В процессе пускового периода в11явлены «узкие» места производства. С целью полного использования мощности определены мероприятия и сроки их выполнения. [c.6]
[c.6]
Другой, более совершенный вариант нреднолагает непосредственный контакт с ЭВМ в любое время с помощью терминальных устройств. Специальный простой язык диалога дает возможность формулировать запрос к любой доступной информации, уточнять или изменять запрос. Ответ На запрос может быть получен, как правило, в течение нескольких секунд или минут при точных запросах. Развитие запросно-ответного режима связано с созданием возможности ответа на точные вопросы, требующие обработки информации, при которой АСУП проводит анализ информации с выделением узких мест производства, выявлением отклонений от плана, установлением желательных и нежелательных тенденций в ходе развития производств а. Результаты этого анализа помогают управленческому персоналу точнее оценивать ситуации и принимать более эффективные решения. . [c.159]
Узкие места — Справочник химика 21
При расчете производственной мощности предприятия (цеха, участка) важно не только правильно установить ее величину, но и выявить, соответствует ли ей производственная мощность всех других цехов, участков основного производства, т. е. выявить пропорциональность производственных мощностей всех звеньев в производстве каждого из продуктов, узкие места и резервы. Поэтому расчеты производственной мощности должны производиться не только по ведущим, а по всем агрегатам, участкам, цехам основного производства, а также по тем участкам вспомогатель- [c.160]
е. выявить пропорциональность производственных мощностей всех звеньев в производстве каждого из продуктов, узкие места и резервы. Поэтому расчеты производственной мощности должны производиться не только по ведущим, а по всем агрегатам, участкам, цехам основного производства, а также по тем участкам вспомогатель- [c.160] В процессе освоения выявилось, что имеющийся блок реактор — регенератор А с комплексом вспомогательного оборудования и коммуникаций (рис. 1) является узким местом не обеспечивает расчетного пробега, требует частых остановок, нарушая непрерывность процесса, и его остановка приводит к прекращению работы всего производственного комплекса. [c.21]
Внедрение системы бездефектного изготовления продукции выявило на некоторых заводах отрасли необходимость в разработке принципиально новых методик контроля за соблюдением технологических параметров химических производств, дающих возможность оценить качество труда работающих, во внедрений новой формы учета нарушений технологического режима, простоя оборудования, в устранении выявившихся узких мест на отдельных стадиях производства. Кроме того, заметно повысился процент соблюдения технологического режима, укрепилась технологическая дисциплина, улучшилось качество и сортность продукции, снизилось число аварий на производстве, работники цехов (аппаратчики, технологи и др.) стали относиться к работе с еще большим вниманием, создалась возможность статистического анализа качества работы исполнителя за любой период времени. [c.92]
Кроме того, заметно повысился процент соблюдения технологического режима, укрепилась технологическая дисциплина, улучшилось качество и сортность продукции, снизилось число аварий на производстве, работники цехов (аппаратчики, технологи и др.) стали относиться к работе с еще большим вниманием, создалась возможность статистического анализа качества работы исполнителя за любой период времени. [c.92]
Для развития изобретательства и рационализации на предприятиях разрабатываются тематические планы, в которых указываются узкие места производства по каждому цеху. К этому привлекаются общественные организации, передовики производства, изобретатели и инженерно-технические работники. На многих предприятиях организуются комплексные бригады изобретателей и рационализаторов, общественные конструкторские бюро. [c.344]
Взаимное расположение насоса, поглотительной системы и вакуумной установки должно по возможности обеспечивать минимальную протяженность вакуумной линии. При сборке следует стремиться также к уменьшению числа перегибов и узких мест. Необ.ходимо помнить, что увеличение сопротивления системы тем сильнее снижает производительность насоса, чем при более глубоком вакууме ои работает. При необходимости создания остаточного давления менее 133 Па (1 мм рт. ст.) следует использовать вакуумные шланги с диаметром отверстия не менее 10 мм и специальные вакуумные краны с широкими каналами (рис. 19). [c.44]
При сборке следует стремиться также к уменьшению числа перегибов и узких мест. Необ.ходимо помнить, что увеличение сопротивления системы тем сильнее снижает производительность насоса, чем при более глубоком вакууме ои работает. При необходимости создания остаточного давления менее 133 Па (1 мм рт. ст.) следует использовать вакуумные шланги с диаметром отверстия не менее 10 мм и специальные вакуумные краны с широкими каналами (рис. 19). [c.44]
Другим серьезным узким местом, которое может помешать дальнейшему совершенствованию систем регулирования, является наличный парк необходимых промышленных приборов, в частности непрерывных анализаторов состава. Однако в по-следние годы были предприняты большие шаги по разработке [c.187]
Следует отметить, что бензонасос является и наиболее узким местом в отечественных системах питания, ограничивающим их пропускную способность. При оценке склонности к образованию паровых пробок семи образцов бензина различного фракционного состава на двигателе с тремя бензонасосами [32-1 различной производительности (насос Б-6 производительностью 60—90 л ч, насос Б-9 производительностью 150—175 л1ч и насос Б-10 производительностью 185—210 л1ч) было установлено (табл. 58), что с увеличением производительности бензонасосов значительно повышается температура [c.194]
58), что с увеличением производительности бензонасосов значительно повышается температура [c.194]
Задачей расчета производственной мощности является не только установить ее величину по ведущему звену, но и выявить пропорциональность ее по всем звеньям производства, определить узкие места, а для этого необходимо обеспечить возможность сопоставления производственной мощности разных стадий. Это достигается пересчетом производственной мощности разных стадий производства в продукцию какой-либо одной стадии. Удобнее всего и методически правильнее пересчитывать производственную мощность всех стадий, исчисленную в натуральных единицах измерения полуфабрикатов, в натуральные единицы измерения готовой продукции. В случае необходимости однородную продукцию одинакового назначения в дальнейшем пересчитывают в условную продукцию, как это было описано выше. [c.158]
Если искать аналогии и связи между статистическим выражением для /с и, например, выражением для коэффициента скорости бимолекулярной реакции даваемое теорией активированного комплекса (2. 66), то необходимо еще раз подчеркнуть, что при выводе (2.98) предполагалось существование только одного узкого места ( горла ) на перевале, соединяющего исходные и конечные продукты. Статистический подход требует расчета числа незапрещенных переходов по этому горлу в зависимости от величины энергии Е, причем все переходы имеют равную вероятность. Вероятность движения в ту или иную сторону также одинакова и равна 1/2. В этом случае умножение сечения реакции на скорость движения комплекса в предположении равновесной функции распределения приводит к тем же зависимостям, какие дает теория переходного состояния, но с коэффициентом перевала, равным 1/2. [c.90]
66), то необходимо еще раз подчеркнуть, что при выводе (2.98) предполагалось существование только одного узкого места ( горла ) на перевале, соединяющего исходные и конечные продукты. Статистический подход требует расчета числа незапрещенных переходов по этому горлу в зависимости от величины энергии Е, причем все переходы имеют равную вероятность. Вероятность движения в ту или иную сторону также одинакова и равна 1/2. В этом случае умножение сечения реакции на скорость движения комплекса в предположении равновесной функции распределения приводит к тем же зависимостям, какие дает теория переходного состояния, но с коэффициентом перевала, равным 1/2. [c.90]
Этап 1. Анализ узкого места химического производства, (контактно-каталитические реакторы). [c.19]
Узкое место ЭС — приобретение знаний, т. е. заполнение базы знаний конкретными фактами и правилами, характерными для предметной области (110). Различают знания двух родов. Знания первого рода — это информация, известная широкому кругу специалистов данной ПО, зафиксированная в первоисточниках — книгах, статьях, справочниках, инструкциях, технологических регламентах и т. п. Знания второго рода отражают индивидуальный профессиональный опыт, интуицию, предположения, догадки эксперта. Введение в ЭС знаний второго рода представляет непростую задачу. Обычно эти знания выявляются в результате интервьюирования экспертов в данной проблемной области и семантической нормализации полученной информации с помощью инженера по знаниям. Трудности, связанные с усвоением знаний второго рода, следующие эксперт не может четко сформулировать правила принятия решений эксперт не желает делиться своими знаниями, сохраняя за собой статус уникального специалиста трудности в нахождении специалистов в данной ПО. [c.45]
Участие в разработке и выполнении оргтехмероприятий по ликвидации узких мест , наращиванию мощностей, снижению расходных норм на сырье и энергетику. [c.338]
В результате проведения анализа работы различных типов установок каталитического риформинга были выявлены узкие места, существенно влияющие на эффективность работы установок и на качество выпускаемой продукции. [c.53]
Заслуживает внимания также находяш,аяся в стадии строительства установка активации отбеливающих глин. Освоение этого процесса сильно затянулось в связи с выявлением ряда узких мест на сооруженной установке, которые потребовали дополнительных проектных разработок, тем не менее активация глины представляется целесообразной для значительного снижения расхода адсорбента, а также уменьшения потерь наряду с увеличением производительности фильтровальных отделений. [c.145]
Пг — число пар герметизирующих полос на пути движения байпасного потока в одном элементе — число узких мест на пути потока при поперечном движении в одном элементе а — коэффициент, равный 1,5 для ламинарного режима и 1,35 для турбулентного и переходного режимов. Величина Z равна числу рядов труб п между срезами двух средних перегородок для коридорных квадратных и треугольных пучков и п — —для шахматных пучков. [c.239]
Законы переноса вещества и тепла идентичны. Из-за развитой внутренней поверхности имеет место интенсивный теплообмен между обеими фазами, приводящий к гомогенизации системы. Поэтому становится вполне приемлемым использование закона Фурье q = — Я-эф grad Т, определяющего плотность теплового потока q в зависимости от градиента температуры и величины коэффициента эффективной теплопроводности зерна катализатора Хэф. Экспериментальные значения Хдф, найденные различными авторами, например [73], свидетельствуют о том, что на теплопроводность пористых зерен относительно слабо влияют теплофизические свойства твердого материала. Большое влияние оказывает теплопроводность газовой фазы. Однако решающее значение на величину зф оказывают геометрические характеристики структуры, особенно величины площадей наиболее узких мест или окрестности областей спекания, сращивания, склеивания частиц друг с другом. Для приближенной оценки величины Хэф можно рекомендовать монографию [74], в которой представлен значительный объем экспериментальных данных по дисперсным материалам. [c.157]
Рде л/ —число перегородок в аппарате 2в— эффективное число узких мест в плоскости выреза перегородки, равное числу рядов с числом труб не менее 1/2 числа узких мест в нулевом Р яд у [c.240]
Перед сооружением головного промышленного образца ХТС необходимо детальное обследование принятого в проекте варианта с использованием метода математического моделирования. При этом может быть получена, хотя и предварительная, но достаточно обоснованная оценка характеристик системы. Анализ результатов моделирования поможет вскрыть слабые стороны проекта, обнаружить узкие места, оценить согласованность отдельных элементов. Такое обследование позволит внести необходимые коррективы в проект, улучшить принятый вариант, а параметры элементов и параметры технологического режима ХТС выбрать наиболее обоснованно. [c.52]
Определение в соответствии с некоторым КЭ узкого места или наименее эффективного элемента в исходном варианте технологической топологии ХТС. Исключение выделенного узкого места или наименее эффективного элемента из технологической топологии системы. [c.178]
Практическая реализация рассмотренной стратегии эволюционного принципа синтеза связана с необходимостью использования трех типов эвристик, обобщающих практический опыт, интуицию и знания высококвалифицированных инженеров-проектировщиков. Эвристики первого типа позволяют выделить наименее эффективные элементы или узкие места в исходном варианте технологической топологии системы. [c.180]
Эвристики второго типа необходимы для определения возможных вариантов модификации или усоверщенствования узких мест ХТС. Эвристики третьего типа обеспечивают стыковку модифицированного элемента с немодифицированной частью исходного варианта технологической топологии системы. [c.180]
Для выявления узких мест в исходных вариантах ХТС, а также для выбора вариантов их модификации наряду с эвристиками необходимо широко использовать различные методы оптимизации, а также методы теории чувствительности. [c.180]
Технологический процесс деметанизации, который обычно проводится при высоких давлениях и при больших расходах хладагентов, является самым узким местом в ХТС. производства этилена. Даже незначительное усовершенствование или модификация этого процесса позволяют существенно повысить эффективность системы в целом. [c.181]
Этапы Узкие места в техноло- Поставленная цель модн Модификация узкого техноло- Реализация в технологической схеме моди- [c.183]
Указанный анализ узкого места в технологической схеме № 2 приводит к разработке схемы № 3, в которой поток питания перед подачей в ректификационную колонну предварительно охлаждается посредством хладагента первого типа (—67,8°С). Как следует из табл. 1У-6, при этом в схеме № 3 достигается значительный экономический эффект поток флегмы уменьшается почти в два раза, общая стоимость процессов охлаждения снижается, достигается дополнительное охлаждение сепаратора, которое позволяет снизить,потери этилена. [c.185]
Необходимо отметить, что представленные в табл. IV-6 варианты модификаций узких мест технологических схем процесса деметанизации неоднозначны. [c.187]
Задача 11-3. Для заданной технологической структуры ХТС в условиях отсутствия информации об отказах элементов необходимо определить минимальное множество элементов ( узких мест системы), повышение надежности которых обеспечит увеличение уровня безотказности ХТС в целом. [c.127]
Используя диаграммы удельных весов отказов и времени восстановления работоспособности элементов ХТС, выявляют элементы, отказы которых происходили наиболее часто или требовали больщего времени для восстановления своей работоспособности, т. е. элементы ХТС, являющиеся узкими местами в отношении надежности. На рис. 6.3 для некоторой ХТС приведены диаграммы удельных весов отказов и времени восстановления работоспособности элементов ХТС. [c.155]
В таких случаях оказывается необходимым в перв очередь принять меры по устранению узких мест прор водственпого процесса и опасных условий труда, без че невозможно дальнейшее освоение и вывод производст на проектную мощность. В зависимости от конкретп условий эти вопросы могут решаться в процессе освоен или последующей эксплуатации, а сложность зада определяется характером ошибок или недоработок пр екта. Иногда они устраняются путем внесения небо/ ших изменений в конструкцию отдельных узлов, машр аппаратов или в обвязке трубопроводами. [c.20]
Первоочередными объектами работы по внедрению научной организации труда могут стать узкие места участки, которые сдер- [c.344]
Если изучение системы покажет, что можно получить прибыль в размере свыше 6% в год (до выплаты налогов), следует провести выявление узких мест. Если возможен такой доход, это означает в первую очередь, что установка первоначально была неправильно спроектирована. После реконструкции установки заново пересчитывают прибыль на капитал, ассигнуемый на приобретение машины. (Несмотря на то, что разные фирмы tpeбyют соблюдения различных ограничений, все же соотношения, подобные приведенным выше, вероятно, справедливы для промышленности в целом.) [c.162]
Принцип пропорциональности означает определенное соответствие производительности всех взаимосвязанных звеньев производства (основных и вспомогательных цехов, участгсов), равенство производительности стадий основного производства. Принцип пропорциопальности одновременно означает определенные соотношения численности работников (по участкам, по профессиям, квалификации). Нарушение этого прииципа приводит к возникновению узких мест на одних стадиях, участках производства при наличии резервов по остальным. [c.26]
Рост пронзводственпоСг мощности иа одном нз ведущих уча-С1К0П (цехов) обусловлцваег необходимость соответственного увеличения мощности други.х, с ним связанных. Производственная мощность заводских подразделений и предприятия в целом определяется ие ио узким местам , ио они могут лимитировать ее [c.161]
Сопоставление производственной мощности отдельных стадии удобно производить графически, путем построения диаграммы мощностей отдельных участков, цехов, называемой профиль 1роизводственной мощности. Такая диаграмма дает наглядное представление о соотношении производственных мощностей отдельных стадий, об узких местах производства и резервах (рис. IX.4). При выявлении пропорциопальности мощностей по пределам производства целесообразно принимать мощность веду- дего оборудования (участка, цеха), по которому установлена мощность всего объекта (или звена), за единицу (или 100%), а мощность всех остальных выражать в виде коэффициентов, исчисленных по отнощению к этой базе. [c.162]
В результате расчетов определяют степень загрузки наличного обору,дования, узкие места производства, объекты для разработки оргтехмероприятий. [c.188]
Более подробно проанализируем узкие места в технологических схемах, цели модификации узких мест, методы осуществления и принятые модификации узких мест на различных этапах синтеза. В качестве исходного простейшего варианта тех-йологической схемы процесса деметанизации (схема № 1) выбрана обычная ректификационная колонна с парциалшЫ М дефлегматором, использующим хладагент второго типа (—95,6 С) для получения заданного флегмтЭ Вого числа. [c.184]
Как искать узкие места в бизнес-процессах. 5 советов консультанта
Конфиденциальность персональной информации
Термины и определения
- Компания — ООО «Бумажные самолетики».
- Пользователь — лицо, получающее доступ к сервисам и информации, размещенным на Сайте.
- Сайт — веб-сайт Компании, размещенный в сети Интернет по адресу www.paper-planes.ru, в том числе поддомены ***.paper-planes.ru.
- Соглашение — настоящее Соглашение между Пользователем и Компанией, устанавливающее правила использования Сайта, включая графические изображения и аудиовизуальную продукцию, элементы дизайна и средства индивидуализации, текстовую информацию и документацию, программы для ЭВМ и файлы для скачивания, любые иные произведения, объекты и материалы Сайта, а также условия и правила размещения Пользователем информации и материалов в соответствующих открытых разделах Сайта.
Общие положения и условия
- Любые материалы, файлы и сервисы, содержащиеся на Сайте, не могут быть воспроизведены в какой-либо форме, каким-либо способом, полностью или частично без предварительного письменного разрешения Компании, за исключением случаев, указанных в настоящем Соглашении. При воспроизведении Пользователем материалов Сайта, включая охраняемые авторские произведения, ссылка на Сайт обязательна, при этом текст указанной ссылки не должен содержать ложную, вводящую в заблуждение, уничижительную или оскорбительную информацию. Перевод, переработка (модификация), любое изменение материалов Сайта, а также любые иные действия, в том числе удаление, изменение малозаметной информации и сведений об авторских правах и правообладателях, не допускается.
- Действующая редакция настоящего Соглашения размещена в сети Интернет на Сайте. Компания вправе в любое время в одностороннем порядке изменять условия настоящего Соглашения. Такие изменения вступают в силу по истечении 2 (двух) дней с момента размещения новой версии Соглашения в сети Интернет на Сайте. При несогласии Пользователя с внесенными изменениями он обязан удалить все имеющиеся у него материалы Сайта, после чего прекратить использование материалов и сервисов Сайта. Ваше регулярное посещение данного Сайта считается вашим убедительным принятием измененного соглашения, поэтому Вы обязаны регулярно просматривать настоящее Соглашение и дополнительные условия или уведомления, размещенные на Сайте.
Обязательства Пользователя
- Пользователь соглашается не предпринимать действий, которые могут рассматриваться как нарушающие российское законодательство или нормы международного права, в том числе в сфере интеллектуальной собственности, авторских и/или смежных правах, а также любых действий, которые приводят или могут привести к нарушению нормальной работы Сайта и сервисов Сайта.
- Любые средства индивидуализации, в том числе товарные знаки и знаки обслуживания, а равно логотипы и эмблемы, содержащиеся на страницах Сайта, являются интеллектуальной собственностью их правообладателей. Пользователю Сайта запрещено воспроизводить или иным способом использовать указанные средства индивидуализации и/или их элементы без предварительного письменного разрешения соответствующих правообладателей.
- Компания стремится обеспечить, однако не контролирует и не гарантирует конфиденциальность и охрану любой информации, размещенной на Сайте или полученной с Сайта. Компания принимает разумные меры в целях недопущения несанкционированного разглашения размещенной Пользователем на Сайте информации третьим лицам, однако не несет ответственность в случае, если такое разглашение было допущено. В этой связи, передача информации на Сайт означает согласие Пользователя на любое воспроизведение, распространение, раскрытие и иное использование такой информации. Размещая информацию и материалы, Пользователь также гарантирует, что обладает всеми правами и полномочиями, необходимыми для этого, с учетом условий настоящего Соглашения и что такое размещение не нарушает охраняемые законом права и интересы третьих лиц, международные договоры и действующее законодательство Российской Федерации.
Пользователь самостоятельно несет ответственность за любую информацию и материалы, размещенные на Сайте. Компания не инициирует размещение указанной информации, не выбирает получателей информации, не влияет на содержание и целостность размещаемой информации, а также в момент размещения Пользователем информации на Сайте не знает и не может знать, нарушает ли такое размещение действующее законодательство Российской Федерации, однако Компания вправе отслеживать, просматривать и/или удалять любую информацию и материалы, размещенные Пользователем на Сайте.
При размещении любой информации и материалов Пользователь не становится соавтором Сайта и отказывается от каких-либо претензий на такое авторство в будущем. Компания не выплачивает Пользователю авторского или любого иного вознаграждения, как в период, так и по истечении срока действия настоящего Соглашения.
- В случае предъявления третьими лицами претензий Компании, связанных с нарушением Пользователем условий настоящего Соглашения, а равно с размещенной Пользователем информацией на Сайте, указанный Пользователь обязуется самостоятельно урегулировать такие претензии, а также возместить Компании все понесенные убытки и потери, включая возмещение штрафов, судебных расходов, издержек и компенсаций.
- Компания не несет ответственности за посещение Пользователем, а также любое использование им внешних ресурсов (сайтов третьих лиц), ссылки на которые могут содержаться на Сайте. Компания не несет ответственности за точность, надежность, достоверность и безопасность любой информации, материалов, рекомендаций и сервисов, размещенных на внешних ресурсах. Использование внешних ресурсов осуществляется Пользователем добровольно, исключительно по собственному усмотрению и на свой риск.
Компания стремится к обеспечению достоверности информации, размещенной на Сайте, однако не несет ответственности за любые неточности и/или недостоверность информации, а равно сбои в работе предоставляемых через Сайт сервисов. Пользователь согласен с тем, что Компания не несет ответственность и не имеет прямых или косвенных обязательств перед Пользователем в связи с любыми возможными или возникшими потерями или убытками, связанными с любым содержанием Сайта, интеллектуальной собственностью, товарами или услугами, доступными на нем или полученными через внешние сайты или ресурсы либо иные ожидания Пользователя, которые возникли в связи с использованием размещенной на Сайте информации или ссылки на внешние ресурсы.
Ни при каких условиях, включая, но не ограничиваясь невнимательностью или небрежностью Пользователя, Компания не несет ответственности за любой ущерб (прямой или косвенный, случайный или закономерный), включая, но не ограничиваясь потерей данных или прибылей, связанной с использованием или невозможностью использования Сайта, информации, файлов или материалов на нем, даже если Компания или ее представители были предупреждены о возможности такой потери. В случае, если использование Сайта приведёт к необходимости дополнительного обслуживания, исправления или ремонта любого оборудования, а равно восстановления данных, все связанные с этим затраты оплачиваются Пользователем.
- Вся представленная на Сайте информация предоставляется «как есть», без каких-либо гарантий, явных или подразумеваемых. Компания полностью, в той мере, в какой это разрешено законом, отказывается от какой-либо ответственности, явной или подразумеваемой, включая, но не ограничиваясь неявными гарантиями пригодности к использованию, а также гарантиями законности любой информации, продукта или услуги, полученной или приобретенной с помощью этого Сайта.
- Пользователь согласен, что все материалы и сервисы Сайта или любая их часть могут сопровождаться рекламой, размещение которой не инициирует и не контролирует Компания. Пользователь согласен с тем, что Компания не несет какой-либо ответственности и не имеет каких-либо обязательств в связи с такой рекламой.
Условия обработки и использования персональных данных
Принимая условия настоящего Соглашения Пользователь выражает свое согласие на:
- Предоставление своих персональных данных, включающих имя, адрес электронной почты, номер контактного телефона для их обработки Компанией свободно, своей волей и в своем интересе.
Цель обработки персональных данных:
- предоставление Пользователю услуг Сайта;
- направление уведомлений, касающихся услуг Сайта;
- подготовка и направление ответов на запросы Пользователя;
- выполнение регулярной информационной рассылки;
- направление информации о продуктах и услугах
Компании, а также рекламно-информационных сообщений, касающихся продукции и услуг Компании и ее партнеров.
- Перечень действий с персональными данными, на которые Пользователь выражает свое согласие: сбор, систематизация, накопление, хранение, уточнение (обновление, изменение), использование, обезличивание, передача третьим лицам для указанных выше целей, а также осуществление любых иных действий, предусмотренных действующим законодательством РФ как неавтоматизированными, так и автоматизированными способами.
- Компания обязуется принимать все необходимые меры для защиты персональных данных Пользователя от неправомерного доступа или раскрытия.
- Настоящее согласие действует до момента его отзыва Пользователем путем направления соответствующего уведомления заказным письмо с уведомлением на адрес Компании.
Прочие положения
- Использование материалов и сервисов Сайта, а равно размещение на нем материалов Пользователя, регулируется нормами действующего законодательства Российской Федерации. Все возможные споры, вытекающие из настоящего Соглашения или связанные с ним, подлежат разрешению в соответствии с действующим законодательством Российской Федерации по месту нахождения Компании.
- Ничто в Соглашении не может пониматься как установление между Пользователем и Компанией агентских отношений, отношений товарищества, отношений по совместной деятельности, отношений личного найма, либо каких-то иных отношений, прямо не предусмотренных Соглашением.
- Признание судом какого-либо положения Соглашения недействительным или не подлежащим принудительному исполнению не влечет недействительности иных положений Соглашения.
- Бездействие со стороны Компании в случае нарушения кем-либо из Пользователей положений Соглашения не лишает Компанию права предпринять соответствующие действия в защиту своих интересов и защиту авторских прав на охраняемые в соответствии с законодательством материалы Сайта позднее. Пользователь подтверждает, что ознакомлен со всеми пунктами настоящего Соглашения и безоговорочно принимает их.
По всем вопросам, связанным с нарушением авторских прав Компании, незаконного использования материалов Сайта или размещением ложной, вводящей в заблуждение информации о Компании, просим обращаться по следующим контактным данным:
125047, г. Москва, ул.2-ая Брестская, д.30, офис 500, телефон +7 929 559-05-28
Выявление узких мест ремонтного производства лопаток ГТД на основе имитационного моделирования Текст научной статьи по специальности «Механика и машиностроение»
УДК 65.011.46
ВЫЯВЛЕНИЕ УЗКИХ МЕСТ РЕМОНТНОГО ПРОИЗВОДСТВА ЛОПАТОК ГТД НА ОСНОВЕ ИМИТАЦИОННОГО МОДЕЛИРОВАНИЯ
© 2016 К.Т. Саттарова, В.В. Кокарева
Самарский национальный исследовательский университет имени академика С.П. Королёва
Статья поступила в редакцию 30.11.2016
В данной статье представлены результаты исследования производственного процесса ремонта лопаток ГТД. На основании полученных данных была построена имитационная модель, отражающая основные производственные процессы. Анализ модели позволил выделить «узкие места» производственной системы и предложить пути оптимизации организации производственного процесса. Ключевые слова: имитационная модель, ремонтное производство, лопатки ГТД, простои оборудования, узкие места.
Современное авиадвигателестроительное предприятие реализует не только производство авиационных двигателей и наземных установок, но и осуществляет их обслуживание и проводит ремонтные работы. Следует заметить, что процентное соотношение ремонтируемых двигателей значительно превышает процент изготовления новых. В современных условиях развития техники и технологий возникает задача снижения себестоимости ремонтных работ, сокращения длительности ремонта двигателей, экономии трудовых ресурсов, повышения их качества, а также общей надежности двигателя. Это становится возможным благодаря внедрению новых методов и механизмов организации ремонтного производства, что невозможно без осуществления соответствующих изменений в научном, технологическом и организационном обеспечении производства, а также изменений в планировании производства.
Среди основных проблем, препятствующих данному развитию, особое место занимает вопрос восстановления лопаток двигателей. Компрессор и турбина двигателя являются его основными узлами, которые определяют газодинамические, весовые, геометрические, экономические характеристики двигателя, а также его надёжность. Отрыв лопаток во время работы двигателя может привести к его нелокализованному разрушению и катастрофе. Кроме того, подобное событие может инициировать другие отказы двигателя, к примеру, возникновение пожара, разрушение диска и т.д.
Важной задачей для повышения эффективности организации ремонтного производства является проведение полного, детального анали-
Саттарова Ксения Тимуровна, аспирант кафедры технологий производства двигателей.с.
ОБЩЕЕ ОПИСАНИЕ РЕМОНТНОГО ПРОИЗВОДСТВА ЛОПАТОК ГТД
Выполнение ремонта двигателя на авиадви-гателестроительных предприятиях разбивается на следующие этапы:
1. Приём двигателя, оформление необходимой документации.
2. Передача двигателя в сборочный цех, его разбор и дефектация.
3. Передача соответствующих узлов в цехи (в соответствии с технологическим маршрутом).
4. Определение дефектных деталей, подлежащих отбраковке.
5. Включение в производственный план изготовления деталей, отбракованных в п.4
6. Производство деталей, необходимых для комплектования ремонтируемого двигателя.
7. Сборка двигателя, его испытания.
8. Передача двигателя на склад, его упаковка, отгрузка.
В данном исследовании рассматривается производственный процесс, выходящий из пункта 4, а именно процесс ремонта лопаток ГТД. Данный процесс можно описать следующим образом:
1. После разбора двигателя лопатки промываются и поступают на склад в специальной таре.
2. Со склада лопатки отправляются на участок дефектации, где проводится первичный визуальный осмотр (на наличие трещин, сколов, и т.д.). После этого все лопатки распределяются по трем
группам: отбракованные, лопатки, подлежащие восстановлению и лопатки, которые можно использовать повторно.
3. Не отбракованные лопатки вновь отправляются на склад.
4. Со склада лопатки уходят либо в сборочный цех, либо в ремонт.
5. Лопатки, поступившие в ремонт, проходят повторную дефектацию. Не отбракованные на данном этапе лопатки восстанавливаются, после чего проходят окончательную дефектацию.
6. Восстановленные лопатки отправляются на склад, откуда поставляются в сборочный цех.
Следует отметить, что на рассматриваемом предприятии часть операций технологического процесса восстановления лопаток осуществляют другие предприятия, что значительно растягивает производственный цикл.
ОПИСАНИЕ РАБОТЫ ИМИТАЦИОННОЙ МОДЕЛИ
Имитационное моделирование на вычислительных машинах является одним из наиболее мощных средств исследования, особенно, сложных динамических производственных систем. Как и любое компьютерное моделирование, оно дает возможность проводить вычислительные эксперименты с производственными системами на стадии проектирования и изучать производственные системы, натурные эксперименты с которыми, из-за соображений дороговизны, не целесообразны [2].
Производственный процесс, представленный в имитационной модели, начинается через случайное время (под которым понимается приход двигателя на разбор). После этого начинается движение деталей в соответствии с тем, что было описано выше.
Выполнение каждой операции по ремонту лопаток начинается с выдачи рабочему партии лопаток, прошедших дефектацию и определенных как «детали, подлежащие ремонту». Для сборочного цеха операции начинают выполняться с поступления на рабочее место рабочего необходимого для сборки количества годных деталей. Длительность каждой операции технологического процесса зависит от её технологической сложности и степени повреждения лопатки.
Детали изготавливаются последовательно по операциям с некоторыми осредненными значениями времени. В конце всего технологического процесса все обработанные детали следуют на окончательный контроль.
И так, исходными данными модели являются:
— отбор лопаток и распределение их по трем указанным категориям;
— план обработки лопаток;
— трудоемкость обработки деталей по технологическому процессу.
— вероятность возникновения простоев;
— характер временных простоев;
— количество лопаток в партии;
— годовой план ремонта лопаток;
— сведения о логическом движении технологического процесса.
Общий процесс ремонта лопаток ГТД изображен на рис. 1.
Данная модель включает в себя отдел для проведения первичной дефектации, склад и производственный процесс восстановления лопаток. На рис. 1 линия 1 производственной системы означает участок лазерной наплавки, линия 2 -участок полировки, линия 3 — участок механической обработки (фрезерование, точение, и т.д.), линия 4 — участок покрытий. Линия 5 вынесена отдельно, т.к. находится на другом предприятии (термическая обработка в вакууме). После всех
Рис. 1. Имитационная модель ремонтного производства лопаток ГТД
стадий обработки лопатка проходит окончательную дефектацию (элемент 1 на рис. 1).
После того, как все операции дефеткации осуществлены, лопатки отправляются на сборку.
Работу каждого участка можно проследить отдельно. Возьмем, к примеру, линию полировки. На данной линии работает четыре оператора, которые полируют и шлифуют лопатки.
На рис. 2 показана работа линии полировки. Анализ имитационной модели позволяет определить, сколько лопаток находятся у рабочего в данный момент времени, сколько он уже обработал и временные затраты на выполнение операции.
Кроме того, построенная модель позволяет зафиксировать момент возникновения простоя оборудования, определить его продолжительность и в дальнейшем проанализировать причины данного события (рис. 3).
Результаты работы имитационной модели ремонтного производства лопаток ГТД показали, что плохая организация логистики между складом, линиями обработки и сборочным цехом приводит к частым срывам производства (в среднем по проведённым экспериментам 5 672 минут простоев оборудования в месяц). Кроме того, часто возникает пролеживание партий
лопаток в моменты передачи тары с линии обработки на склад.
Исходя из рис. 1, логистика ремонтного производства лопаток ГТД не является оптимальной, из-за чего возникают узкие места. Особенно часто это происходит в момент передачи партии лопаток с производственной линии на склад и, чаще всего, при транспортировке деталей со склада на линию 5 и обратно. Исходя из чего следует необходимость оптимизации логистической системы и максимальной локализации ремонтного производства на одном предприятии.
ВЫВОДЫ И РЕКОМЕНДАЦИИ
Одной из основных проблем в области организации ремонта двигателей является выполнение его на тех же производственных мощностях, на которых осуществляется основное производство. Учитывая, что производство двигателей относится к серийному типу производства, а ремонтное производство — к единичному, возникает несоответствие моделей управления.аде
Т|1е25<эде
Т1пе351эде
ТИвЗладе
(►)-□
а
Рис. 2:
а — блок пуска партии лопаток в обработку; б — линия полировки лопаток
Рис. 3. Момент возникновения простоя оборудования между линией полировки и пунктом контроля партии лопаток
— ритмичность выполнения производственной программы (как основного, так и ремонтного производства),
— гибкость производственной системы,
— контроль себестоимости ремонтных работ, сбор данных о фактических затратах.
Для решения данной проблемы необходимо реализовать локализацию ремонтного производства в отдельный цех. Современные технологии позволяют значительно повысить эффективность ремонтного производства лопаток ГТД. На рынке представлено оборудование, позволяющее сократить производственный цикл в 2-3 раза, снизить риск возникновения брака, повысить квалификацию персонала. Важным шагом в оптимизации производственной системы является расширение базы ремонтных технологий [3-5], применяемых на предприятии, что позволит повысить его конкурентоспособность.
Современные технологии не только дают возможность оптимизировать процесс ремонта двигателей, но и требуют решения важных задач, таких как:
— определение возможности восстановления лопаток после дефектации путём создания нового аппарата отбора дефектных изделий;
— обобщение опыта в области материаловедения, технологии, методов ремонта двигателей и восстановления лопаток;
— выбор оптимальной технологии восстановления для отобранных лопаток;
— обеспечение надежности восстановленных деталей;
— оптимизация логистики процесса восстановления лопаток двигателей.
Для повышения эффективности обеспечения организационной поддержки ремонтного производства необходимо внедрить информационную систему поддержки ремонтного производства лопаток ГТД, включающую все стадии от планирования и определения объемов производства до сборки, либо окончательной отбраковки и утилизации. Данная система должна определять оптимальную передачу лопаток на нужный участок, в зависимости от её повреждения и технологии
восстановления, сразу после проведения дефекта-ции, для сокращения длительности оформления сопроводительной документации и, самое главное, пролеживания лопаток между складом, участками дефектации и непосредственными ремонтными участками. Так же рекомендуется организовать малые складские подразделения на производственных линиях, с учетом всех требований бережливого производства. Кроме того, необходимо обеспечить ритмичное взаимодействие таких складов с центральным, для устранения узких мест.с Для разработки модели автоматизированного склада // Материалы международной научно-технической конференции «Автоматизация: проблемы, идеи, решения». Севастополь: Севастопольский государственный университет, 2015. С. 71-73.
3. ФомичевЕ.О., ВоронинН.Н. Анализ существующих способов восстановления лопаток компрессора газотурбинного двигателя // Двигатель. 2013. № 5(89) С. 18-20.
4. Еремина Е.Ю. Компьютерное моделирование сварки линейным трением и оптимизация конструкции лопатки при создании блиска компрессора низкого давления // Молодежный научно-технический вестник. 2013. № 1. С. 8-16.
5. Климов В.Г. Сравнение методов восстановления геометрии пера лопаток турбины из жаропрочных сплавов // Вестник Московского авиационного института. 2016. Т. 23. № 1. С. 86-97.
IDENTIFY BOTTLENECKS REPAIR PRODUCTION OF GTE BLADES BASED ON SIMULATION
© 2016 K.T. Sattarova, V.V. Kokareva
Samara National Research University named after Academician S.P. Korolyov
This article presents the results of a study of the production process of repair for gas turbine engine blades. Simulation model was built on the basis of the data that reflects the core production processes. Analysis of the model allowed to identify «bottlenecks» of the production system and to suggest ways to optimize the organization of the production process.
Keywords: simulation model, production, repair, GTE blades, downtime, bottlenecks.
Kseniya Sattarova, Graduate Student at the Engine Production Technology Department. E-mail: [email protected] Victoria Kokareva, Assistant Lecturer at the Engine Production Technology Department. E-mail: [email protected]
Как избежать узких мест в производстве с помощью методов и инструментов бережливого производства
Когда китайские фабрики пытаются вовремя выполнять заказы клиентов, мы видим, что многие из них рассматривают возможность инвестирования в увеличение производственных мощностей, не анализируя, что на самом деле мешает их продукции должным образом доходить до клиентов в первую очередь .
Проблемы могут заключаться в чем-то столь же простом, как рабочее место, машина, тестирование или даже поставщик. Вы также можете обнаружить, что ваше собственное планирование, финансовые системы, склады и клиенты могут влиять на производство и доставку.
Как вы анализируете фактическую и потенциальную производительность ваших процессов? Как узнать, что нужно исправить? Выявляя узкие места и управляя ими. В этой статье мы объясним, как это сделать.
Что является узким местом в производстве?Узкое место — это то, что ограничивает производительность системы. Точно так же, как меньшее горлышко бутылки с вином не позволяет пролить все содержимое бутылки за несколько секунд, если она случайно опрокинется.
Давайте посмотрим на это с другой стороны. У вас может быть 4 шага в процессе. В следующем примере шаг 3 — это узкое место (с пропускной способностью всего 70), что обозначено сплошной красной линией. Это ограничивает производительность всего процесса:
Если вы увеличите его пропускную способность до 90, общий вывод процесса может увеличиться до 90, и в этот момент есть 2 узких места: шаг 1 и шаг 3 (см. Пунктирную красную линию ниже). Другими словами, увеличивая производительность этого шага на 29%, вы увеличиваете производительность всего процесса на 29%.
Использование экономичных методов для предотвращения узких мест в производстве Шаг 1. Найдите и определите узкие места в производствеЕсли «узкое место» не является первой операцией в серии операций, большая часть запасов, как правило, ожидает появления узкого места. Например, в одном исследовании карта потока создания ценности показала, что 30 дней запасов ожидалось до обработки с ЧПУ, а еще 45 дней — до сборки: это были 2 узких места на этом заводе.
Более научный подход — построить гистограмму, как показано в предыдущем разделе. Это один из наиболее распространенных методов и инструментов бережливого производства, который используется для расчета сбалансированности (или несбалансированности) процесса.
| Примечание: Обязательно рассчитайте мощность на шаг процесса , а не на человека или машину (поскольку на шаге процесса может быть более одного человека / машины). И разбейте процесс на разумные шаги.Младшие инженеры-технологи умеют это делать, и это действительно несложно. |
Клиенты как узкие места производства
Клиенты могут стать узкими местами по нескольким причинам. Они могут произойти, когда заказчик меняет конструкторские решения на вас после размещения заказа, или, если он направляет детали, может замедлиться с доставкой деталей. Ваш клиент также может быть узким местом из-за плохого планирования с его стороны. Они отправляют заказы и в течение всего периода, когда вы должны производить, вносят множество изменений.Эти изменения могут заставить вас сменить инструменты, выбрать неправильные материалы для линии или создать проблемы, если сложность одного продукта слишком велика и вам нужно хорошее сочетание, чтобы линия работала правильно.
В этом случае важно управлять своим клиентом. Вы можете сделать планирование на месяц и исправить планирование, чтобы вы могли контролировать рабочий процесс. Это часто бывает необходимо. К концу месяца у вас все будет в порядке, но вы можете не выполнить дневной план.
Оборудование как узкое место производства
Обслуживание оборудования также важно.Мы много раз обсуждали техническое обслуживание в наших статьях, но самое большое узкое место возникнет, когда ваши машины не будут работать, когда это необходимо.
Профилактическое и профилактическое обслуживание будет вашим самым большим подспорьем в поддержании работоспособности вашего оборудования. Настройка этих программ будет обязательной. Наличие хорошо обученных людей для управления этим — самая важная часть процесса. Эти люди будут стоить дополнительной оплаты. Они будут поддерживать работу вашего завода и следить за тем, чтобы вы продолжали работать.
Цепочка поставок как узкое место
Ваш продукт может состоять из 20 различных частей, поставляемых 15 разными поставщиками. Если один из этих поставщиков не может поставить детали в соответствии с вашим графиком, он вас сдерживает.
В идеале у вас должны быть поставщики резервных копий для каждой детали. Для стандартных деталей это несложно, но для нестандартных деталей требуется гораздо больше времени.
И это может оказаться совершенно невыполнимым для вас, если вы находитесь в той же ситуации, что и типичный производитель автомобилей (переход на 1 новый завод для 1 детали вызывает очень дорогие испытания и одобрения безопасности).В этом случае необходимо заранее провести тщательный анализ рисков.
Шаг 2: Уменьшение влияния узких мест в производствеТеперь, когда вы видите узкие места, что вам делать? Узкие места не обязательно являются злом, как объяснил Эли Голдратт в книге The Goal . И их невозможно избежать (всегда будет хотя бы одно узкое место). Но нужно продумать узкие места.
3 общих подхода к устранению узких мест, связанных с пропускной способностью:
1.Увеличьте пропускную способность текущих узких мест.
Для достижения этой цели есть несколько вариантов:
- Улучшение процесса — например, изучение компонентов OEE для единицы оборудования и работа над улучшением соотношений.
- Увеличение мощности за счет увеличения ресурсов (людей, машин…) — это часто лучше всего достигается с помощью недорогого, низкотехнологичного и несложного оборудования, которое будет выходить из строя реже, чем сложное высокотехнологичное решение.
- Увеличение мощности за счет дальнейшей автоматизации процесса — мы всегда советуем тщательно оценивать преимущества полной автоматизации и медленно двигаться в этом направлении (пусть ваши сотрудники познакомятся с автоматизацией и способами ее поддержания).
- Поручите субподряду другим компаниям, когда это необходимо — очевидно, что это может создать проблемы с точки зрения качества и конфиденциальности, но нельзя пренебрегать экономическими выгодами для вашего завода, если ваш спрос неравномерный / сезонный.
2.Продать лишнюю неиспользованную мощность других (не узких мест) этапов процесса
Например, если у вас 20 прессов для литья под давлением, но вы используете только 12 из них, вы можете найти другие компании, которые заинтересованы в субподряде некоторых работ по литью под давлением. Вы будете зарабатывать деньги, если будете взимать больше, чем ваши переменные расходы.
3. Уменьшение неиспользуемых мощностей
Например, он может продать 8 инжекционных прессов, которые не нужны для его собственных операций, и уволить / уволить операторов и техников, которые заботились об этих 8 прессах.
Заключительные словаКонцепция узких мест занимала центральное место в теории ограничений. На самом деле это центральное место для принципа Lean Manufacturing Just-In-Time, но прямо не упоминается как таковое. Как отмечалось выше, простая гистограмма, основанная на листе декомпозиции работ, обычно является наиболее адаптированным инструментом. Карта потока создания ценности также может помочь.
А вы работали над устранением узких мест в вашей деятельности? Вы добились успеха? Может быть, вы можете поделиться некоторыми наблюдениями с нашим сообществом в комментариях ниже?
Определение узкого места
Что такое узкое место?
Узкое место — это точка перегрузки в производственной системе (такой как сборочная линия или компьютерная сеть), которая возникает, когда рабочие нагрузки поступают слишком быстро, чтобы производственный процесс мог их обработать.Неэффективность, вызванная узким местом, часто приводит к задержкам и увеличению производственных затрат. Термин «узкое место» относится к типичной форме бутылки и к тому факту, что горлышко бутылки является самым узким местом, которое является наиболее вероятным местом возникновения скопления, замедляющего вытекание жидкости из бутылки.
Узкое место может существенно повлиять на производственный поток и резко увеличить время и затраты на производство. Компании больше подвержены риску возникновения узких мест, когда начинают процесс производства нового продукта.Это связано с тем, что в процессе могут быть недостатки, которые компания должна выявить и исправить; эта ситуация требует более тщательного изучения и доработки. Управление операциями связано с контролем производственного процесса, выявлением потенциальных узких мест до их возникновения и поиском эффективных решений.
Ключевые выводы
- Узкое место — это точка перегрузки в производственной системе (такой как сборочная линия или компьютерная сеть), которая возникает, когда рабочие нагрузки поступают слишком быстро, чтобы производственный процесс мог их обработать.
- Узкое место может существенно повлиять на производственный поток и резко увеличить время и затраты на производство.
- Узкое место влияет на уровень производственных мощностей, которых фирма может достичь каждый месяц.
Понимание узкого места
В качестве примера предположим, что производитель мебели перемещает древесину, металл и другое сырье в производство, а затем несет затраты на рабочую силу и оборудование для производства и сборки мебели.Когда производство завершено, готовая продукция хранится на складе. Стоимость запасов переносится на себестоимость проданных товаров (COGS), когда мебель продается покупателю.
Если в начале производства возникает узкое место, производитель мебели не может включить в процесс достаточно сырья, а это означает, что машины простаивают, а наемные рабочие не работают продуктивно, создавая ситуацию недоиспользования ресурсов. Это увеличивает стоимость производства, а также представляет потенциально большие альтернативные издержки и может означать, что готовые товары не доставляются клиентам вовремя.
Узкие места и производственные мощности
Узкое место влияет на уровень производственной мощности, которого фирма может достичь каждый месяц. Теоретическая мощность предполагает, что компания всегда может производить с максимальной производительностью. Эта концепция не предполагает поломок оборудования, поломок в ванной или отпусков сотрудников.
Поскольку теоретические возможности нереальны, большинство предприятий используют практические возможности для управления производством. Этот уровень мощности предполагает простои для ремонта оборудования и нерабочее время сотрудников.Практическая мощность обеспечивает диапазон, в котором различные процессы могут работать эффективно без сбоев. Если выйти за пределы оптимального диапазона, возрастет риск возникновения узкого места из-за сбоя одного или нескольких процессов.
Если компания обнаруживает, что ее производственные мощности недостаточны для достижения производственных целей, в ее распоряжении есть несколько вариантов. Руководство компании могло решить снизить свои производственные цели, чтобы привести их в соответствие со своими производственными мощностями.Или они могут работать над поиском решений, которые одновременно предотвращают возникновение узких мест и увеличивают производство. Компании часто используют инструменты и методы планирования требований к мощности (CRP) для определения и достижения производственных целей.
Узкие места и производственные различия
Разница в производственном процессе — это разница между запланированными и фактическими результатами. Менеджеры анализируют отклонения, чтобы внести изменения, в том числе изменения для устранения узких мест. Если фактические затраты на рабочую силу намного превышают предусмотренные в бюджете суммы, менеджер может определить, что узким местом является задержка производства и потеря рабочего времени.Если руководство сможет устранить узкое место, затраты на рабочую силу можно будет сократить.
Узкое место также может вызвать отклонение от материала, если материалы подвергаются порче или возможному повреждению, когда они находятся на заводе в ожидании использования в производстве. Узкие места могут быть устранены за счет увеличения использования производственных мощностей, поиска новых поставщиков, автоматизации трудовых процессов и создания более точных прогнозов потребительского спроса.
Пример узкого места в реальном мире
Узкие места также могут возникать, когда спрос неожиданно резко возрастает и превышает производственные мощности заводов или поставщиков фирмы.Например, когда Tesla, Inc. (TSLA) впервые начала производство своих полностью электрических транспортных средств, спрос на автомобили был высоким, и некоторые аналитики были обеспокоены тем, что производство замедлится из-за проблем на производственной линии. И, действительно, Tesla постоянно испытывала узкие места в производстве из-за необходимости производить нестандартные аккумуляторные блоки, которые снабжают энергией их автомобили.
Основатель Tesla Илон Маск сказал, что способность компании расширять линейку продуктов напрямую зависит от ее способности производить большое количество батарей.Чтобы это произошло, в 2016 году в рамках совместного предприятия с Panasonic Tesla открыла крупную «Gigafactory» недалеко от Рино, штат Невада, где производятся литий-ионные батареи и узлы для электромобилей.
К середине 2018 года компания заявила, что ее завод уже является крупнейшим в мире заводом по производству аккумуляторов с точки зрения гигаватт-часов (ГВт-ч). Tesla заявляет, что для того, чтобы сократить список ожидания для автомобилей с отсроченным заказом, будет необходимо продолжать инвестировать и строить больше гигафабрик по всему миру.
Как выявлять и устранять узкие места в производстве
От оживленного перекрестка в час пик до регистраций безопасности в аэропортах — мы окружены узкими местами. В реальных сценариях, поскольку большинство из нас вынуждены каждый день преодолевать узкие места, легко забыть, насколько дорого они могут быть для бизнеса.
Конечно, нигде влияние узких мест так тесно не связано с денежными потоками, как в обрабатывающей промышленности. Независимо от того, вызывают ли они переизбыток расходных материалов или задержки в производстве, узкие места всегда приводят к снижению производительности для производителей любого размера.
Как отмечает Крис Кастальди в статье «Устранение узких мест в цепочке поставок» для журнала Apparel Magazine, узкие места существуют независимо от того, насколько хорошо работают ваши сотрудники и оборудование. Вот почему производителям стоит знать, как точно определять узкие места в производстве: чтобы они могли принять соответствующие меры, чтобы избежать самых дорогостоящих из них, когда и где бы они ни возникали. Процесс выявления узких мест также называется анализом узких мест.
Узкие места в производстве
Точно так же, как узкое горлышко бутылки вина ограничивает количество ее содержимого, которое может вылиться в заданный момент времени, узкое место производства — это процесс или этап, ограничивающий производственную мощность всей системы — иначе известный как «производительность».”
Чтобы проиллюстрировать эту концепцию, представьте, что у вас есть четырехступенчатая производственная линия со следующей мощностью:
- Шаг 1: Обрабатывает 75 элементов в час.
- Шаг 2: Обрабатывает 75 элементов в час.
- Шаг 3: Обрабатывает 80 элементов в час.
- Шаг 4: Обрабатывает 60 элементов в час.
В этом примере ваша пропускная способность явно ограничена узким местом на четвертом шаге. Тем не менее, если бы вы могли увеличить пропускную способность четвертого шага до уровня третьего шага, у вас все равно остались бы два равных узких места на первом и втором шаге.Другими словами, всегда будут узкие места в производстве, а также возможности для их улучшения.
Как найти узкое место в процессе
Естественно, что приведенный выше пример является чрезмерным упрощением того, что чаще всего представляет собой серию множественных и сложных производственных процессов. Вот почему, как указывает LEAN Manufacturing Japan, если вы не можете точно определить, где существует узкое место, также называемое «ограничением», вы можете упустить шанс увеличить производительность.
Чтобы распознать и измерить узкие места в производстве, обратите внимание на следующие три аспекта вашей производственной линии:
- Накопление: Каждый раз, когда ввод элементов происходит быстрее, чем заданный процесс, происходит накопление. Особенно, когда отдельные элементы обрабатываются последовательно, место на вашей производственной линии с наибольшим накоплением, вероятно, станет узким местом, которое требует улучшения.
- Пропускная способность: В своей статье «Как определить узкие места в производстве» в Houston Chronicle Берт Маркграф правильно понимает, что производительность каждой машины на производственной линии помогает определить общую производительность.Конечно, можно изменять производительность каждой машины, отслеживая при этом пропускную способность. Таким образом, производительность будет увеличиваться только тогда, когда машина, которая является узким местом, будет увеличивать производительность.
- Вместимость: Наряду с отслеживанием производительности каждой машины, большинство производителей рассчитывают ее производительность. Следуя этому методу, который иногда называют «теорией ограничений» или «ТОС», машина, которая работает с максимальной производительностью, обычно заставляет другие машины работать с меньшей производительностью и, следовательно, создает узкие места для других машин.
Хотите избежать узких мест в производстве? Выберите MANTEC.
Несомненно, лучший способ справиться с узкими местами — это в первую очередь их избегать. Это достигается за счет управления операциями анализа узких мест, что часто связано с принятием производственных принципов Бережливого производства, таких как шесть сигм.
Устраняя расточительные методы и постоянно стремясь повысить эффективность производственных процессов за счет использования инструментов улучшения, таких как карты потока создания ценности, производители могут исправить существующие узкие места, а также предпринять шаги, чтобы избежать их возникновения в будущем.
Хотя улучшение процессов может быть сложной задачей, важно понимать, что это достижимо при правильной поддержке — например, услугах по совершенствованию производства от MANTEC. Как частная некоммерческая организация 501 (c) 3, мы помогаем малым и средним производителям в Южно-Центральной Пенсильвании распознавать и преодолевать узкие места с 1988 года. И мы можем сделать то же самое для вашего бизнеса. Просто позвоните нам по телефону 717-843-5054 или свяжитесь с нами сегодня.
Что такое узкое место и как с ним бороться?
Когда в последний раз ваша команда поставляла продукт вовремя? Это происходит без задержек или каких-либо сверхурочных усилий со стороны некоторых членов.
Узкие места процесса являются одной из причин, по которым проекты задерживаются, бюджеты вырываются из-за дополнительных затрат на задержки, и весь процесс становится непредсказуемым.
Вместо того, чтобы бороться с симптомами, все, что нужно менеджеру, — это простой анализ узких мест и набор профилактических мер, чтобы спасти положение.
Из этой статьи вы узнаете, как использовать канбан и бережливое производство для выявления и анализа узких мест процесса, чтобы обеспечить предсказуемый поток и предоставить вам контроль.
Что такое узкое место?
В самом простом определении узкое место процесса — это этап работы, на котором поступает больше рабочих запросов, чем он может обработать с максимальной пропускной способностью.Это приводит к прерыванию потока работы и задержкам в производственном процессе.
Другими словами, даже если этот этап работы работает на максимальной мощности, он все равно не может обработать все рабочие элементы достаточно быстро, чтобы переместить их на следующие этапы без задержки.
Узким местом рабочего процесса может быть компьютер, человек, отдел или целый этап работы. Типичными примерами узких мест в работе со знаниями являются процессы тестирования программного обеспечения и проверки качества.
К сожалению, узкое место часто признается только после того, как оно вызвало блокировку рабочего процесса.
В Lean Management и Kanban есть простые, но эффективные инструменты анализа, которые могут помочь вам как предотвратить перегрузку в работе, так и выявить существующие узкие места.
Как определить узкое место в рабочем процессе?
Если вы видите, что ваш рабочий процесс непредсказуем и работает всплесками, значит, у вас где-то узкое место, а не плавный поток.
Настоящая проблема заключается в том, чтобы точно определить его и принять соответствующие меры противодействия.В Lean Management для обнаружения узких мест можно использовать несколько инструментов анализа узких мест Канбан.
Вот как определить узкое место за 3 шага:
- Визуализируйте. Отслеживание вашей работы в виде карточек задач на доске Kanban позволяет очень легко увидеть, где скапливаются рабочие элементы, что является явным признаком проблемы, скорее всего, узкого места.
- Очереди на карту и действия. Когда мы разделяем очереди и действия и отображаем их на доске Канбан, мы можем видеть, сколько времени наша работа ждет в очереди перед определенным действием.Если эта очередь растет значительно быстрее, чем работают процессы стадии активности, вы нашли свое узкое место.
- Измерение времени цикла на этап. Измерение времени цикла на каждом этапе позволяет построить диаграмму тепловой карты времени цикла. Достаточно взглянуть на эту диаграмму, чтобы увидеть этапы, на которых карты проводят больше всего времени. Если эти этапы рабочего процесса тоже являются очередями, вероятно, это ваши узкие места.
Что делать дальше? Как справиться с узким местом?
Иногда можно легко устранить узкое место, выделив больше ресурсов или людей на этот этап работы или процесс.Это может означать найм еще одного тестировщика QA ради более рационального производственного процесса.
Однако что, если узкое место требует особо ограниченных ресурсов или труднодоступных экспертных знаний? В некоторых случаях стоимость решения узкого места может быть слишком высокой.
Оставление узкого места без лечения всегда будет стоить вам больше, чем его устранение.
Что делать дальше?
Вот несколько вещей, которые вы должны сделать, чтобы устранить узкое место:
- Никогда не оставляйте его без дела. Из-за эффекта пульсации на остальной поток, узкий процесс всегда должен загружаться на полную мощность.
- Уменьшите нагрузку на узкое место. Удостоверьтесь, что работа поступает к ней в наилучшей форме. Если ваш процесс проверки является узким местом, убедитесь, что качество заложено в основу с самого начала. Рецензируемая работа должна быть безупречной. Каждая обнаруженная рецензентом ошибка будет стоить вам больше времени и денег.
- Управление лимитами незавершенной работы. Если ограничения незавершенной работы в узком месте довольно велики и происходит много переключений контекста, подумайте о снижении лимита незавершенной работы. Если у него нет лимита незавершенной работы, рассмотрите возможность его установки.
- Обработка работы партиями. Некоторые операции заняли бы меньше времени, если бы вы организовали аналогичные рабочие элементы в группы. Однако будьте осторожны. Чем больше размер партии, тем выше риск. Основное правило гласит, что меньшая партия всегда лучше, но в реальном мире нам иногда приходится идти на компромиссы.
- Добавьте больше людей и ресурсов. Если можете, увеличьте пропускную способность узкого места, чтобы ускорить весь процесс. Однако держите глаза широко открытыми. Как только ресурсы системы будут перераспределены, другое узкое место обязательно появится в другом месте системы.
Непрерывный анализ узких мест с помощью Канбан
Залог здорового и продуктивного потока — это абсолютное минимальное прерывание процесса. Работа должна проходить через него, свободно питаясь от силы тяги.
Следуя концепции непрерывного улучшения экономичного управления, анализ узких мест также должен быть непрерывным процессом.
В конце концов, на современных постоянно меняющихся рынках каждый раз, когда нарушается относительный баланс в производственной системе, вам нужно будет пересматривать рабочий процесс, чтобы увидеть, возникли ли какие-либо новые перегрузки и что нужно сделать, чтобы уменьшить их влияние.
Контролируйте свою работу с помощью рабочих процессов Канбан и инструментов бережливого анализа узких мест, чтобы достичь беспрецедентного уровня предсказуемости потока.
Станьте партнером Kanbanize. Учить больше.
В итоге
Если ваша команда постоянно находится в напряжении, сроки поставки постоянно срываются, а рабочие элементы никогда не текут по-настоящему, вы можете провести анализ узких мест. К счастью, в сочетании с инструментами Канбан бережливое управление дает вам возможность быстро обнаруживать и устранять узкие места.
- Визуальное отображение процессов и рабочих процессов для выявления перегрузок.
- Измеряйте показатели расхода на системном уровне, чтобы получить лучший обзор.
- Отрегулируйте распределение ресурсов для устранения простых узких мест.
- Обеспечьте стабильность и предсказуемость рабочего процесса за счет непрерывного анализа узких мест.
Как управлять узкими местами в производственном процессе
Обладая ноу-хау, позволяющим легко определять узкие места в производственном процессе, теперь вы можете начать процесс устранения узких мест.
И вы будете рады узнать, что устранить узкое место относительно легко. Однако проблема в том, что он в конечном итоге вернется, , и самая большая проблема заключается в том, чтобы быстро его поймать, прежде чем это увеличит ваши производственные затраты.
Но, как только вы поймете это, вы можете начать устранение узких мест с:
1. Перераспределение ресурсов
Это может быть так же просто, как перепроектировать конфигурацию на заводе или просто направить больше ресурсов в узкое место производства. .Увеличение мощности (больше рабочих или машин) узкого места может позволить рабочей станции наверстать отставание в период высокого спроса.
2. Уменьшение количества ресурсов
Возможно, возникает узкое место, потому что все ваши ресурсы выделены для процессов, которые проводят большую часть своего времени в ожидании.
Например, представим, что вы делаете электронные скейтборды на заказ. У вас есть рабочая станция, предназначенная для сборки платы, работающей на 20%, и станция, предназначенная для электроники, работающая на 80%, это говорит о том, что первая станция в основном простаивает и увеличивает производственные затраты.
3. Работа по субподряду
Контрактное производство — это процесс найма другого стороннего производителя, который поможет вам управлять своим рабочим процессом и легко устранить узкое место, сняв давление с рабочей станции.
4. Автоматизация вашего бизнеса
Наконец, как уже упоминалось несколько раз ранее, управление узкими местами — это непрерывный процесс. Внедрение автоматизации в ваш бизнес в виде автономных машин или части программного обеспечения для узких мест поможет вам легко отслеживать производственный поток, выявлять узкие места и принимать необходимые меры для их устранения.
Автоматизация, вероятно, самая важная часть устранения узких мест.
Да, вы можете легко устранить узкое место в производстве, но хитрость заключается в том, чтобы быстро найти его, прежде чем он нанесет серьезный ущерб вашей прибыли.
Что является узким местом в моем производственном процессе?
Узкое место — это процесс, который может привести к остановке или замедлению работы всей системы. Крайне необходимо понимать, что почти каждая система имеет узкое место, и значение этой концепции — иметь лучшее представление о процессе производства узких мест.
Что такое узкое место?
Узкое место — это самый низкий процесс с самой низкой производительностью в системе. Обычно это влияет на пропускную способность всей цепочки и имеет дело с удовлетворением клиента, препятствуя способности выполнить заказы в заданное время. Краткосрочные узкие места обычно временны и незначительны, в то время как долговременные узкие места возникают часто, очень часто замедляя производство.
Компания обязана идентифицировать узкие места и возможные последствия, чтобы управлять ими и предотвращать узкие места в будущем.
Во многих случаях узкое место можно заметить просто на основе опыта и ежедневного мониторинга производственной линии. Это становится особенно легко сделать, если у вас есть такая система, как Prodsmart, которая собирает и анализирует всю информацию в реальном времени. Чем раньше вы обнаружите узкое место, тем лучше.
Последствия узких мест в производстве
Практически в каждой работе или бизнесе мы проходим через процесс узких мест. Произведение можно разделить на четыре разных процесса.Эти процессы на самом деле помогают сделать производство более качественным и в соответствии с рекомендуемым этапом. Каждый шаг важен и помогает упростить следующий шаг и продолжить работу. Это следующие процессы:
Остановка в производстве
Когда одна машина замедляет работу всей производственной линии или оставляет другие машины неспособными продолжать работу
Избыток предложения
Предел, при котором работает узкое место, может замедлиться до Дело в том, что собранные активы, которые находятся в очереди, следует убрать.Расходы на размещение активов имеют решающее значение, поскольку для транспортировки материалов вперед и назад требуются активы, а также требуется дополнительное пространство — еще одна потенциальная стоимость.
Счастье сотрудников
В результате узких мест от представителей может потребоваться больше работы, а также долгие часы работы. Есть фактор давления и разочарования по поводу узкого места машины и ее администратора. Это может привести к потере эффективности, поскольку представители могут не особо вдохновляться на работу.
Заключение
Несмотря на то, что они являются общими и присутствуют почти в каждом процессе, узкие места необходимо отслеживать и эффективно управлять ими. В идеальном случае их даже следует избегать.
Узнайте больше о профилактическом обслуживании здесь и зарегистрируйтесь сейчас, если вы хотите выявлять узкие места и управлять ими за считанные минуты.
Как определить узкие места в производстве | Small Business
Если вы можете определить узкие места, которые замедляют работу вашей производственной линии, вы можете ускорить производство и повысить производительность.В производстве всегда есть одна часть процесса, которая является самой медленной, и она может меняться по мере адаптации производственной линии. Узкие места, которые вы ищете, более серьезны. Они остаются на одном месте и постоянно тормозят всю линию. Выявление этих узких мест приведет к значительному повышению производительности.
Накопление
Процесс производственной линии, в котором накапливается самая длинная очередь, обычно является узким местом. Этот метод выявления узких мест особенно полезен для производственных линий, обрабатывающих отдельные элементы, таких как линия розлива.Вы можете легко проверить, где скапливаются бутылки, и определить машину, у которой недостаточно мощности, она часто ломается или у которой есть оператор, которому необходимо обучение. Когда есть очереди на нескольких этапах процесса, ситуация с узким местом становится более сложной, и вам нужно использовать дополнительные способы определения наиболее критического узкого места.
Пропускная способность
Пропускная способность производственной линии напрямую связана с производительностью узкого места. Эта характеристика позволяет определить основное узкое место производственного процесса.Увеличение производительности машины, которая не является узким местом, мало влияет на общую производительность, поскольку узкое место ограничивает пропускную способность. Если вы изменяете пропускную способность каждой из ваших машин по очереди, машина, которая больше всего влияет на общую производительность, становится узким местом.
Полная мощность
Большинство производственных линий отслеживают процент использования каждой производственной единицы. Единица или машина имеют фиксированную мощность, и в производственном процессе каждая машина используется в процентах от полной мощности.Узким местом является машина, которая использует самый высокий процент своей мощности. Обычно эта машина работает на полную мощность, в то время как она является узким местом и ограничивает другие производственные единицы более низким коэффициентом использования производственных мощностей. Если вы увеличиваете мощность машины для устранения узких мест, производительность всей производственной линии увеличивается.
Время ожидания
Иногда несколько единиц производственной линии работают с высокой производительностью, и вам нужен другой метод, чтобы найти узкое место.