
Узкие места в производстве – Определение узких мест. Планирование оптимальной программы производства или ассортимента
УЗКОЕ МЕСТО — это… Что такое УЗКОЕ МЕСТО?
Узкое место — ситуация принятия решения при недостаточных производственных мощностях, в которой калькуляция покрытия показывает, какой ассортимент продукции предприятию следует выбрать для того, чтобы получить как можно более высокое покрытие. См. также:… … Финансовый словарь
узкое место — заковырка, трудность, затруднение, заколупка, проблема, препятствие, закавычка, зацепка, закорючка, загвоздка, закавыка, пиковое положение, запятая, осложнение Словарь русских синонимов. узкое место сущ., кол во синонимов: 19 • загвоздка (26) … Словарь синонимов
УЗКОЕ МЕСТО — (bottleneck) Реальное ограничение (constraint) максимальных темпов развития или уровня какой либо деятельности. В экономике данный термин употребляется по аналогии с физикой. Например, максимальная скорость вытекания жидкости из бутылки… … Экономический словарь
узкое (место) — узкая часть — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы узкая часть EN criticalnarrow … Справочник технического переводчика
узкое место — узкий проход — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы узкий проход EN bottleneckbottle neck … Справочник технического переводчика
Узкое место — У этого термина существуют и другие значения, см. Бутылочное горло. Узкое место явление, при котором производительность или пропускная способность системы ограничена одним или несколькими компонентами или ресурсами. В соответствующем… … Википедия
«узкое место» — 3.46 «узкое место»: Объект газотранспортной системы (магистральный газопровод, газопровод отвод, газопровод перемычка, распределительный газопровод или их участок, компрессорная станция, ГПА, станция подземного хранения газа, ГИС, узел… … Словарь-справочник терминов нормативно-технической документации
«УЗКОЕ МЕСТО» — – ситуация, складывающаяся в результате недостатков в организации производства, когда рабочее место не обеспечивается материальными, трудовыми или топливно энергетическими ресурсами; превышение производительности труда при предыдущей… … Краткий словарь экономиста
узкое место — в чём. Наиболее слабая, уязвимая сторона в каком л. деле, создающая затруднения, осложнения и т.п. У ое место в производстве … Словарь многих выражений
Узкое место — Публ. Недостаток в слабых звеньях производственного процесса, ведения хозяйства. НРЛ 96; БТС, 1378; Мокиенко 2003, 57 … Большой словарь русских поговорок
dic.academic.ru
Узкое место производства — Энциклопедия по экономике
Сопоставление производственной мощности отдельных стадий удобно производить графически, путем построения диаграммы мощностей отдельных участков, цехов, называемой профиль производственной мощности. Такая диаграмма дает наглядное представление о соотношении производственных мощностей отдельных стадий, об узких местах производства и резервах (рис. IX.4). При выявлении пропорциональности мощностей по пределам производства целесообразно принимать мощность ведущего оборудования (участка, цеха), по которому установлена мощность всего объекта (или звена), за единицу (или 100%), а мощность всех остальных выражать в виде коэффициентов, исчисленных по отношению к этой базе. [c.162]Экономичность применения прогрессивной системы объясняется тем, что при росте выпуска продукции постоянная часть цеховых расходов (отопление, освещение, содержание аппарата) остается почти без изменений, поэтому удельный вес этих расходов в расчете на изделие (прибор) уменьшается, что значительно снижает его себестоимость. Такая оплата труда разрешается директором предприятий временно только на узких местах производства. [c.209]
Узкое место производства 38 [c.302]
Авторы предлагают единую для различных цехов методику расчета на ЭВМ производственных мощностей. Ее использование обеспечивает повышение точности и оперативности расчетов мощностей, позволяет своевременно выявить узкие места производства и планировать равномерную загрузку производственного оборудования. [c.2]
Мероприятия по ликвидации узких мест производства. [c.20]
Основные организационно-технические мероприятия, которые могут обеспечить ликвидацию узких мест производства без значительных капитальных вложений и в самые короткие сроки, — это различные варианты ввода дополнительного оборудования, модернизация и перевод его на 3-сменный (непрерывный) режим работы, перераспределение трудоемкости обрабатываемых деталей между узкими и широкими группами оборудования, совершенствование технологии и конструкции обрабатываемых деталей, вызывающее снижение трудоемкости их обработки, и ряд других мероприятий. Все мероприятия, которые намечаются для ликвидации узких мест производства, представляются в ИВЦ по форме 9А. [c.57]
Элементы а/Д » и а 1 «1 характеризуют мероприятия по ликвидации узких мест производства и соответствуют кодам седьмой графы формы 9А. [c.76]
Элементы а/ Д»» и а/д»» заполняются программным путем при выдаче на печать формы 10А при ликвидации узких мест производства [c.76]
АНАЛИЗ ИСПОЛЬЗОВАНИЯ ПРОИЗВОДСТВЕННЫХ МОЩНОСТЕЙ И ПОРЯДОК ЛИКВИДАЦИИ УЗКИХ МЕСТ ПРОИЗВОДСТВА [c.80]
Расчет производственной мощности по цехам завода с учетом мероприятий по ликвидации узких мест производства (форма 10А) используется для получения [c.81]
Данные форм 13, 14 помогают лучше наметить мероприятия по ликвидации узких мест производства, определить затраты на их проведение. Они нацеливают на использование имеющихся на предприятии возможностей по увеличению выпускаемой продукции. [c.94]
Нужно отметить, что информация может быть использована на всех уровнях управления производственно-хозяйственной деятельностью производственного объекта. В частности, она может быть использована для планирования объемов капитальных затрат на ликвидацию узких мест производства, для определения объектов размещения заказов на основные фонды и т. п.. [c.95]
Ликвидация узких мест производства может быть достигнута с помощью следующих мероприятий [c.96]
Ликвидация узких мест производства имеет свои особенности и осуществляется по определенным правилам, обусловленным характером мероприятия. [c.97]
Для обеспечения расчетов производственной мощности относительно плана производства по конкретным деталям (изделиям) документы массива Ml, содержащие данные о плане производства, должны быть упорядочены в разрезе цеха по деталям (изделиям). Это вызывает необходимость аналогичным образом упорядочить документы массива М2(пр) для записи по каждому документу массива по соответствующей суммарной трудоемкости по каждой группе оборудования, а также для получения производственной мощности в натуральном измерении и для выполнения программ по ликвидации узких мест производства. [c.105]
Информация о производственной мощности- цеха -без учета мероприятий по ликвидации узких мест производства получается на основании документов массива формы 10, в которой неведущие участки размещаются за ведущими. [c.108]
Полученные по форме 10 результаты расчета анализируются, выявляются узкие места и намечаются организационно-технические мероприятия по их ликвидации, которые заносят в форму 9А ( Основные мероприятия по ликвидации узких мест производства ). [c.108]
Данные массива формы 10 используются для определения коэффициента загрузки оборудования с учетом мероприятий по ликвидации узких мест производства и количества единиц излишнего (недостающего) оборудования. Из документов массива формы 10А выбираются последовательно все детали (изделия), обрабатываемые [c.108]
При составлении краткосрочной производственной программы устанавливают количество и номенклатуру продукции и услуг. Для этого необходимо знать узкие места производства и сбыта [c.243]
Одно узкое место (полная загрузка) Удельная маржинальная прибыль на единицу узкого места Производство осуществляется в порядке убывания удельной маржинальной прибыли на единицу узкого места w/——1——— (/ = 1,…,л) [c.245]
Производственная мощность не является каким-то максимумом, установленным раз и навсегда. Она изменяется вместе с совершенствованием техники, технологии и организации производства, поэтому «узкие» места производства могут ликвидироваться различными путями в одних случаях — установкой дополнительного оборудования и модернизацией действующего в [c.302]
Опыт США XX в. наглядно показал, что глубинным инновационным мотором, стержнем самодвижения воспроизводства является опора на человека как производителя и потребителя всего доступного спектра материальных и духовных богатств. Американское хозяйство первым перешло к динамичной формуле вся совокупность деятельности — перспективные (инновационные) потребности . Последние представляют собой такие потребности, для удовлетворения которых в данный момент на рынке еще нет соответствующих продуктов или услуг. Они возникают в узких местах производства и потребления и служат ориентиром для выбора приоритетов инновационного развития. [c.368]
Главным в подготовке данных отчетов является информирование менеджеров о случаях отклонений определенных результатов производства от плановых показателей. Тем самым бухгалтер-аналитик помогает осуществлять анализ производственных результатов и определять слабые места производства, не уделяя время тем операциям производственного процесса, которые выполняются в соответствии с планом, а концентрируя внимание руководства на узких местах производства. [c.16]
Метод анализа поставленных задач работнику предлагается сформулировать задачи, которые ставит перед ним профессия. Степень успешности определяется знанием проблем и узких мест производства, а также умением видеть инновационные возможности производства. Анализ поставленных задач должны проводить опытные эксперты. [c.13]
Результаты поставленных задач кандидату предлагается сформулировать задачи, которые ставит перед ним должность, на которую он планируется в резерв. Степень пригодности кандидата на должность определяется степенью знания проблем и узких мест производства, а также умением видеть инновационные возможности производства. Анализ поставленных задач должны проводить опытные эксперты. [c.256]
Как правило, ежемесячно отделы маркетинга и продаж детализируют общий план продаж, а службы производственного планирования — общий план производства (т. е. обе составные части плана производства и продаж), опираясь на наличные ресурсы и преодолевая узкие места производства. Балансировка возможностей и потребностей производится в укрупненном виде. Термин агрегирование означает здесь укрупнение соответствующих показателей планов и ресурсов в общие, объединяющие отдельные позиции, показатели. Укрупненные данные прогнозируемого спроса и наличных ресурсов, таких, как производственные мощности, запасы, численность рабочих и пр., используются разработчиками плана для определения темпа выпуска предприятием продукции в течение планового периода в разрезе укрупненных позиций. [c.522]
Неоправданное применение сдельно-прогрессивной системы оплаты труда порождает перерасходы заработной платы и приводит к повышению себестоимости продукции. Поэтому даже временное ее применение в каждом отдельном случае обязательно требует серьезного экономического обоснования в частности, надо определить, как влияет введение данной системы на уровень себестоимости продукции, и выяснить условия, при которых она обеспечивает ее снижение (подробно об этом см. 2.5). Недопустимо произвольно расширять круг работ, оплачиваемых по данной системе, ее можно временно применять только на узких местах производства по ограниченному кругу работ в случаях действительной производственной необходимости. Следует также иметь в виду, что при этой системе оплаты труда необходим точный учет фактически отработанного времени, исключающий всякого рода искусственное его уменьшение, влекущее за собой необоснованное увеличение расценок. [c.77]
На выполнение этих заказов требуется использование 35 % мощностей предприятия, что не только превышает его максимальные возможности, но дополнительно загружает самое узкое место производства — механическую обработку деталей на металлорежущих станках, осуществляемую в условиях дефицита станочников. [c.58]
Изыскать возможность дополнительного выделения в текущем году кооперативу Каменщик топлива для возможности обжига кирпичей ( узкое место производства) в 3 смены и за этот счет на 30 % увеличить выпуск кирпичей, что значительно сократит дефицит [c.102]
На первом этапе, т. е. в период организационной подготовки, создают творческие группы, определяют программу и методику проведения работ. Второй этап включает сбор данных, характеризующих состояние организации труда на каждом производственном участке, их обработку и анализ, определение резервов. На этом этапе выявляют узкие места производства, устанавливают значимость и очередность разработки мероприятий. [c.24]
Основной задачей любого текущего момента в жизни предприятия является эффективное использование имеющегося потенциала, что означает более полное и комплексное извлечение полезных ископаемых месторождения, повышение капиталоотдачи и производительности труда. Для эффективного решения этих проблем необходимо обеспечить баланс и пропорциональность всех взаимодействующих ресурсов. Это соответствие должно наблюдаться и в количественном, и в качественном отношениях. Так, звенья технологической цепочки предприятия должны соответствовать друг другу по мощности и по технологическому уровню. Персонал должен быть укомплектован численно и иметь требуемую техническую подготовку и т. д. Разные количественные или качественные характеристики отдельных элементов потенциала неизбежно ведут к возникновению узких мест производства и его недоиспользованию в целом. Наличие рассогласований — одна из наиболее частых причин производственных сбоев. Примерами может служить несоразмерность производительности очистных за- [c.22]
Исходным пунктом рационализаторской деятельности является тематическое планирование. Тематический план по изобретательству и рационализации создается в ходе обсуждения узких мест производства. Для северного трубопроводного строительства тематический план обычно имеет следующие разделы работы по хозяйственному обустройству подготовительные и земляные работы погрузочно-разгрузочные и транспортные работы, работы по снегоборьбе сварочно-монтажные работы изоляционно-укладочные работы работы по балластировке и закреплению монтаж арматурных узлов, работы по продувке и испытанию ремонт техники прочие работы. [c.120]
Как уже отмечалось, величина производственной мощности определяется на начало и конец рассчитываемого периода, в течение которого производительность труда, а следовательно, и трудоемкость изготовления изделий не остаются величиной постоянной. На конец рассчитываемого периода трудоемкость должна быть меньше, чем на начало. Следовательно, прогрессивная норма трудоемкости, закладываемая в расчет мощности на конец рассчитываемого периода, тоже должна быть меньше. Это снижение трудоемкости на запланированный коэффициент повышения производительности труда предусматривается по цехам, участкам и группам оборудования в соответствии с планом совершенствования конструкций изделий, технологических процессов и организации производства. Основное внимание при этом должно быть уделено разработке мероприятий по снижению трудоемкости на узких местах производства путем ужесточения норм трудоемкости по деталеопераци-ям, сдерживающим выпуск продукции. [c.34]
Разработанный метод расчета производственных мощностей и ликвидации узких мест производства с применением ЭВМ предусматривает возможность проводить любое необходимое количество оргтехмероприятий по лик- видации узких мест производства. В качестве критерия оптимальности принято полученное значение величины мощности при наименьших затратах на реализацию организационно-технических мероприятий по ликвидации узких мест производства. [c.96]
Такую же операцию может выполнить группа (1К620 07247), состоящая из двух единиц оборудования и способная взять на себя дополнительно некоторую часть работ в целях увеличения производственной мощности группы 062442. Для перераспределения работ между данными группами заполняется форма 9А Основные мероприятия по ликвидации узких мест производства с указанием узкой и широкой групп и остальных данных и кода мероприятий. [c.102]
Исходными данными для ликвидации узких мест производства являются выходная информация о результатах расчетов производственной мощности по различным видам производства с помощью простых экономико-математических моделей, записанная на магнитных лентах и выдаваемая по форме 10 (последовательность получения которой указана выше) информация об основных мероприятиях по ликвидации узких мест производства, представляемая по форме 9А информация об оборудовании и фонде времени его работы информация о деталеопера-ционных нормах времени, информация о выполнении норм выработки рабочими по профессиям. [c.103]
Во-первых, предполагается, что заявкам потребителей готовой продукции должны соответствовать не ее предварительно накопленные запасы, а производственные мощности, готовые перерабатывать сырье и материалы, поступающие почти с колес . Вследствие этого объем производственных запасов, квалифицируемый как замороженные мощности, минимизируется. Во-вторых, в условиях минимальных запасов необходима непрерывная рационализация организации и управления производством, ибо высокий объем запасов нивелирует, в известном смысле ма скирует ошибки и недостатки в этой области, узкие места производства, несинхро-низированные операции, неиспользуемые производственные мощности, ненадежную работу поставщиков и посредников. В-третьих, для оценки эффективности производственного процесса, помимо уровня затрат и производительности фондов, следует учитывать срок реализации заявки, так называемую длительность полного производственного цикла. Короткие сроки реализации заявок облегчают [c.224]
Ив обцей оценки работы всего производств I, приведенной в пояснительной записке, ножво сделать вывод, чтс узким местом производства является цех кальцинации. Содовые печи работа ли с полной нагрузкой и простои их сведены к минимум . Однако, ч из-за того, что проектная производительность паровых калъцинатороз до сих пор остается неосвоенной, цех кальцинации сдерживал. рабату как производства № I, так и цеха АКД № 3. В последнем цехе по этой причине не достигнута проектная производительность элемента АБ-ДС и КЛ. Однако по сравнению с соответствующим кварталом 1972 г. съем с элемента АБ-ДС значительно увеличен. Производительность КЛ и ФЛБ, наоборот, уменьшилась из-за значительного увеличения числа работящих аппаратов. [c.11]
economy-ru.info
«Узкое место», что это? — Leanbase
В терминологии lean и Бережливого производства термин «узкое место» является достаточно распространённым и популярным. Большая часть деятельности в lean как раз направлена на выявление и устранение потерь и проблем, препятствующих идеальному выполнению той или иной работы, функционированию того или иного процесса. В любом процессе и в любой работе даже невооружённым взглядом всегда можно найти множество проблем и потерь. Термин «узкое место» как раз и отвечает на вопрос «с чего же начать? » Начните именно с него.
В переводе с английского, узкое место или bottle neck переводится как «горлышко бутылки». Это отличная аналогия для того, чтобы понять суть термина. Представьте, что вы хотите вылить воду или высыпать песок из бутылки. Вы не сможете сделать это быстро, бутылка будет медленно опустошаться по мере вытекания воды (высыпания песка) через узкое горлышко бутылки. Чем уже горлышко, тем медленней скорость опустошения бутылки. Если проделать то же самое со стаканом (опустошить его), подобных проблем вы не встретите. Цилиндрическая форма стакана позволит выплеснуть всё содержимое без каких либо задержек. Возвращаясь к бутылке, представьте, что она имеет искажённую форму, например в виде песочных часов, т.е. у неё есть несколько таких горлышек разной величины (разного диаметра). При опустошении такой бутылки, или для того, чтобы высыпать песок из песочных часов вам понадобиться не меньше времени, т.к. вам придётся ожидать пока всё содержимое пройдёт через самое узкое горлышко (узкое место). Этот же принцип применим к любому процессу.
В производстве узкое место – это место (операция, работник или этап процесса), после которого работа обрывается и замедляется. Если взять несколько последовательных операций, то узким местом будет являться та операция (или несколько операций), время цикла которой превышает время такта, определённого потребностью Заказчика. Например, если время цикла трёх операций 10, 15 и 10 секунд соответственно. Время такта составляет 12 секунд, следовательно, операция №2 является явным узким местом, т.к. как бы безупречно не работали две других операции, в конечном итоге они будут ожидать операцию №2, а Заказчик будет получать единицу готового изделия не через 12, а через 15 секунд.
Узкое место в операциях наглядно видно, если представить загрузку в виде диаграммы Ямазуми. В масштабах потока при помощи КПСЦ можно также увидеть узкие места: там, где по различным причинам завышено время цикла. Причинами может быть не только технология выполнения самой операции, но и наличие огромного количество потерь внутри неё, а также наличие периодически возникающих проблем, также увеличивающих фактическое время цикла. Индикатором наличия узкого места в потоке создания ценности всегда являются запасы. Они образуются перед операциями, время цикла которых объективно больше времени цикла остальных операций. Они появляются перед особо проблемными операциями, которые часто останавливаются ввиду частых проблем (поломок, проблем с качеством и т.п.).
Рассмотрев любой процесс, вы всегда можете увидеть узкое место, то есть тот его этап, который сдерживает весь процесс, не даёт ему работать быстрее и эффективнее. Помимо КПСЦ, диаграммы Ямазуми и проведения хронометража часто для определения узкого места достаточно просто понаблюдать за процессом, обратить внимание на наличие индикатора (запасов).
Для окончательного понимания сути узкого места, приведём пример из жизни. Три друга собираются пойти на футбол, договорившись встретиться у стадиона в назначенное время, но один из них опаздывает и остальным приходится его ждать, пропуская интересное начало матча.
В завершение ещё раз повторим, зачем нам нужно отдельное понятие. А точнее, зачем следует уметь определять узкие места. Вернитесь к приведённым выше примерам и подумайте, есть ли смысл улучшать другие операции, работать над другими проблемами, если не заниматься узким местом? Конечно, нет. Умение правильно определить узкое место и сконцентрировать внимание на нём – начинать улучшения или решение проблем именно с него, – является неким принципом расстановки приоритетов в lean. Это логично, понятно и очевидно, однако на практике часто встречаются улучшения (в проектах и текущей работе), направленные куда угодно, но не на узкое место.
Обратите на это внимание уже сегодня. Определите узкие места ваших процессов. Если вы уверены, что знаете их – проверьте ещё раз, обратите внимание на индикаторы, убедитесь в этом. Устраняйте их последовательно. Помните, что устранив одно узкое место в процессе, в нём обязательно останется другое, менее «узкое», но также ограничивающее скорость его работы. Это и есть непрерывное совершенствование. Насколько далеко зайти в устранении узких мест – продолжать ли поиск узких мест в этом процессе, или переключиться на другой – решать вам.+
Статья подготовлена специально для LeanBase.ru
leanbase.ru
Бутылочное горлышко (bottleneck) — как не дойти до дна в бизнесе?
Понятие bottleneck, в переводе бутылочное горлышко, или более привычный нам вариант — узкое место, является центральным элементом теории ограничений систем (TOC) Элияху Голдратта и одним из столпов концепции бережливого производства.
Теория ограничений систем была сформулирована в 80-е годы ХХ в. и касалась управления производственными предприятиями. Кратко ее суть сводится к тому, что в каждой производственной системе действуют ограничения, сдерживающие эффективность. Если устранить ключевое ограничение, система заработает значительно эффективнее, чем если пытаться воздействовать на всю систему сразу. Поэтому процесс совершенствования производства нужно начинать с устранения узких мест.

Пять фокусирующих шагов Теории ограничений систем И.Голдратта
Сейчас термин bottleneck может использоваться в любой отрасли — в сфере услуг, разработке программного обеспечения, логистике, повседневной жизни.
Что такое bottleneck
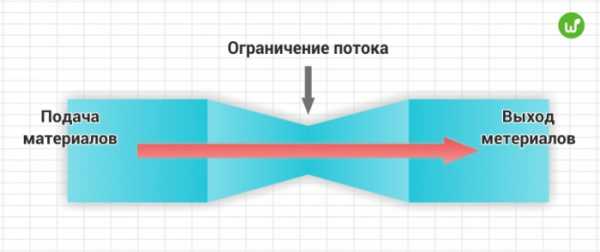
Определение bottleneck звучит как место в производственной системе, в котором возникает перегрузка, потому что поток материалов поступает слишком быстро, но не может быть так же быстро переработан. Часто это станция с меньшей мощностью, чем предыдущий узел. Термин произошел из аналогии с узким горлышком бутылки, которое замедляет путь жидкости наружу.
Bottleneck — узкое место в производственном процессе
На производстве эффект бутылочного горлышка вызывает простои и производственные издержки, снижает общую эффективность и увеличивает сроки отгрузки продукции заказчикам.
Существует два типа узких мест:
- Краткосрочные узкие места — вызваны временными проблемами. Хороший пример — больничный или отпуск ключевых сотрудников. Никто в команде не может полноценно заменить их, и работа останавливается. На производстве это может быть поломка одного из группы станков, когда его нагрузка распределяется между рабочим оборудованием.
- Долгосрочные узкие места — действуют постоянно. Например, постоянная задержка месячных отчетов в компании из-за того, что один человек должен обработать огромное количество информации, которая поступит к нему лавиной в самом конце месяца.
Как определить bottleneck в производственном процессе
Существует несколько способов поиска bottleneck на производстве разного уровня сложности, с применением специальных инструментов и без. Начнем с более простых способов, основанных на наблюдении.
Очереди и заторы
Процесс на производственной линии, который собирает перед собой самую большую очередь из единиц незавершенного производства, обычно является бутылочным горлышком. Такой способ поиска bottleneck подходит для штучного конвейерного производства, например, на линии разлива. Хорошо видно, в каком месте линии скапливаются бутылки, и какой механизм имеет недостаточную мощность, часто ломается или обслуживается неопытным оператором. Если на линии несколько мест скопления, то ситуация сложнее, и нужно использовать дополнительные методы, чтобы найти самое критичное узкое место.
Пропускная способность
Пропускная способность всей производственной линии прямо зависит от выхода оборудования bottleneck. Это характеристика поможет найти главное бутылочное горлышко процесса производства. Увеличение выпуска единицы оборудования, которая не является узким местом, существенно не повлияет на общий выпуск линии. Проверив поочередно все оборудование, можно выявить bottleneck — то есть тот шаг, увеличение мощности которого больше всего повлияет на выход всего процесса.
Полная мощность
Большинство производственных линий отслеживают процент загрузки каждой единицы оборудования. Станки и станции имеют фиксированную мощность и в процессе производства используются на определенный процент от максимальной мощности. Станция, которая задействует максимум мощности — bottleneck. Такое оборудование сдерживает процент использования мощности другого оборудования. Если вы увеличите мощность bottleneck, то мощность всей линии вырастет.
Ожидание
Процесс производства также учитывает время простоев и ожидания. Когда на линии есть бутылочное горлышко, то оборудование, идущее сразу ним, долго простаивает. Bottleneck задерживает производство и следующий станок не получает достаточно материала, чтобы работать непрерывно. Когда вы обнаружите станок с длинным временем ожидания, то ищите на предыдущем шаге бутылочное горлышко.
Кроме наблюдения за производством, для выявления узких мест используются такие инструменты:
Value Stream Mapping — карта создания потоков ценности
Когда вы составите VSM, то увидите, в каких точках процесса слишком длинное время ожидания и где образуется избыток запасов.

Диаграмма Ямазуми — диаграмма загрузки операторов
Это столбчатая диаграмма, высота которой показывает общее постоянно повторяющееся время работы каждого сотрудника. Диаграмма позволяет оценить равномерность загрузки персонала и повлиять на неё.
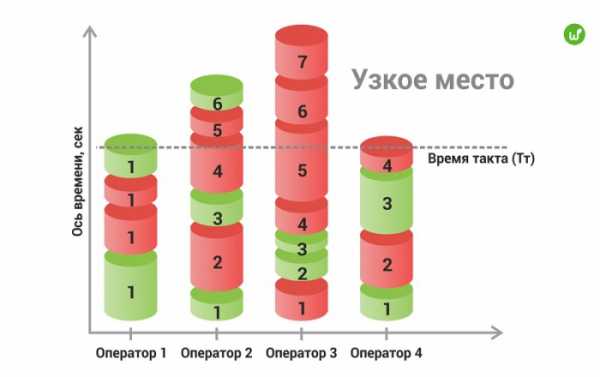
Диаграмма Ямазуми
по оси y — время цикла
по оси x — операторы
Гистограмма мощностей шагов процесса
Простая гистограмма, на которой сравнивается мощность каждого шага производственного процесса, наглядно демонстрирует узкие места. На рисунке ниже красная сплошная линия проходит через шаг с самой низкой мощностью — шаг 3. Он является узким местом, поскольку не может обработать 100 единиц, которые выдает шаг 1. Но если мы увеличим пропускную способность шага 3 до уровня шага 1 (пунктирная линия), то уже оба этих шага нужно рассматривать как bottleneck, т.к. их мощность ниже, чем на шагах 2 и 4.
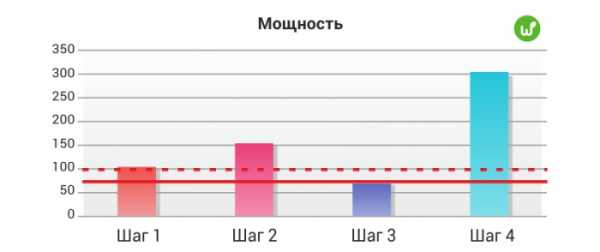
Гистограмма мощностей шагов процесса
ось y — мощность или пропускная способность
ось x — шаги производственного процесса
Последствия bottleneck в производстве
Узкие места ограничивают эффективность производства, что выливается в увеличение производственных издержек и недополучение прибыли. Когда сотрудники не могут работать из-за bottleneck, вы оплачиваете им время, в которое они не продуктивны. Если вы не в состоянии вовремя отгрузить заказ из-за bottleneck, неудовлетворенные потребители могут сменить поставщиков.
Последствия bottleneck — это ряд негативных эффектов, связанных друг с другом:
- недовыпуск — вы выпускаете меньше, чем могли бы, потому что не можете нарастить объемы производства из-за ограничивающего оборудования;
- простои и длительное ожидание — в это время вы несете производственные издержки, но не создаете ценность, которую можно продать потребителям;
- замедление выпуска — из-за длительных простоев заказчики получают продукцию гораздо позже;
- повышение себестоимости продукции — издержки, которые вы несете во время простоя оборудования, ложатся на себестоимость продукции;
- затоваривание — запасы незавершенного производства, которые образуются перед станциями bottleneck, нужно где-то хранить, а содержание складов — дополнительные расходы;
- демотивация рабочих — неравномерность нагрузки между операторами одной линий вызывает недовольство и зависть.
Узкие места не только замедляют и ограничивают мощность процессов, но и ведут к более серьезным последствиям:
- Блокирование производства: возникает, когда больше нет места для хранения незавершенного производства или резервных запасов, которые скапливаются перед процессом bottleneck. В итоге линия остановится до тех пор, пока запасы не будут удалены с нее или переработаны.
- Голодание процесса: возникает, когда следующие за узким местом шаги принудительно останавливаются или простаивают до тех пор, пока процесс bottleneck не сможет поставить материалы на следующий шаг. Такая ситуация ограничивает мощность всего процесса.
Управление bottleneck
Идентификация проблемы
Выше мы говорили о том, как определить bottleneck в производственном процессе. Bottleneck могут быть результатом накопительного эффекта или полностью зависеть от одного компонента процесса.
Если эффект накопительный, то сразу несколько станций на линии производят немного больше, чем может пропустить через себя оборудование на следующем шаге. В итоге на каждом узле образуется небольшое переполнение, которое выливается в полную перегрузку линии. Поэтому нужно учитывать, что узкое место может быть не одно.
Пять «почему»
Когда вы с рабочими и мастерами выясняете причины узких мест, используйте технику «пять почему». Начните с самого явного узкого места и спросите у себя, почему производство замедляется в этом месте. Скорее всего ответ будет в том, что слишком много продукции поступает в эту точку или что операторы или оборудование работают не на оптимальном уровне. Возможно, оборудование сломано, или вам нужно больше сотрудников.
Если же причина узкого места кроется в другом компоненте процесса, то нужно перейти к нему и задать себе тот же вопрос. И так до тех пор, пока не найдете истинный источник bottleneck.
Ход действий
Нет смысла искать узкие места, если вы не собираетесь ничего предпринимать.
Управление bottleneck заключается в снижении их влияния на процесс и результат производства или устранении причин появления заторов, как учит канбан и Lean.
Как только вы выясните причину или причины узких мест, нужно определить действия для расширения бутылочного горлышка и наращивания производства. Возможно, вам понадобится переместить сотрудников в проблемную зону или нанять дополнительный персонал и закупить оборудование.
Бутылочное горлышко может возникнуть там, где операторы перенастраивают оборудование для производства другого продукта. В таком случае нужно подумать, как сократить простои. Например, изменить график производства, чтобы уменьшить количество переналадок или уменьшить их влияние.
Как уменьшить влияние узких мест
Bottleneck менеджмент предлагает производственным компаниям использовать три подхода, чтобы уменьшить влияние узких мест.
Первый подход
Увеличение мощности существующих узких мест.
Существует несколько способов увеличить мощность узких мест:
- Добавьте ресурсы в ограничивающий процесс. Необязательно нанимать новых сотрудников. Кросс-функциональное обучение персонала может уменьшить влияние узких мест с незначительными затратами. В таком случае рабочие будут обслуживать сразу несколько станций и облегчать прохождение узких мест.
- Обеспечьте бесперебойную подачу деталей на узкое место. Всегда следите за незавершенным производством перед узким местом, управляйте подачей ресурсов на станцию bottleneck, учитывайте овертаймы, в течение которых оборудование также всегда должно иметь детали для обработки.
- Убедитесь, что узкое место работает только с качественными деталями. Не тратьте мощность и время работы узкого места на обработку брака. Размещайте точки контроля качества перед станциями bottleneck. Это повысит пропускную способность процесса.
- Проверьте график производства. Если в процессе выпускается несколько разных продуктов, которые требуют разного времени работы bottleneck, скорректируйте график производства так, чтобы общий спрос на bottleneck уменьшился
- Увеличьте время работы ограничивающего оборудования. Пусть bottleneck работает дольше, чем другое оборудование. Назначьте оператора, который будет обслуживать процесс во время обеденных перерывов, плановых простоев и, если нужно, сверхурочно. Хотя этот метод не уменьшит время цикла, он будет поддерживать работу bottleneck пока остальное оборудование будет простаивать.
- Сократите простои. Избегайте плановых и внеплановых простоев. Если оборудование bottleneck выйдет из строя во время рабочего процесса, немедленно отправьте ремонтную бригаду, чтобы починить и запустить его. Также постарайтесь сократить время переналадки оборудования с одного продукта на другой.
- Усовершенствуйте процесс именно в узком месте. Используйте VSM, чтобы устранить действия, не добавляющие ценности, и сократить время на добавление ценности, избавившись от потерь. В итоге вы получите более короткое время цикла.
- Перераспределите нагрузку на bottleneck. Если возможно, разделите операцию на части и назначьте их на другие ресурсы. В итоге вы получите более короткий цикл и возросшую мощность.

Увеличение мощности узкого места
Второй подход
Продажа излишков производства, которые выпускает оборудование, не относящееся к бутылочному горлышку.
Например, у вас на линии 20 инъекционных прессов, а вы используете только 12 из них, потому что оборудование bottleneck не может переработать выпуск всех 20 прессов. В этом случае вы можете найти другие компании, которые заинтересованы в субподряде на операции литья под давлением. Вы будете в прибыли, потому что получите от субподрядчиков больше, чем ваши переменные расходы.

Продажа излишков производства
Третий подход
Сокращение неиспользуемой мощности.
Третий вариант оптимизации производства — распродать оборудование с экстра мощностью и сократить или переместить персонал, который его обслуживает. В этом случае мощность всего оборудования будет уравнена.

Сокращение мощности
Примеры bottleneck вне производства
Транспорт
Классический пример — пробки на дорогах, которые могут постоянно образовываться в определенных местах, или появляться временно во время ДТП или проведения дорожных работ. Другие примеры — шлюз на реке, погрузчик, железнодорожная платформа.
Компьютерные сети
Медленный WiFi-роутер, подключенный к эффективной сети с высокой пропускной способностью, является узким местом.
Коммуникация
Разработчик, который шесть часов в день проводит на совещаниях, и только два часа пишет код.
Программное обеспечение
В приложения тоже есть узкие места — это элементы кода, на которых программа «тормозит», заставляя пользователя ждать.
«Железо» компьютера
Узкие места в компьютере — это ограничения аппаратных средств, при которых мощность всей системы ограничивается одним компонентом. Часто процессор рассматривается как ограничивающий компонент для видеокарты.
Бюрократия
В повседневной жизни мы часто сталкиваемся с узкими местами. Например, когда внезапно заканчиваются бланки для паспортов или водительских прав и вся система останавливается. Или когда нужно пройти медосмотр, а кабинет флюорографии работает всего три часа в день.
Вердикт
Узкие места в производстве, менеджменте и жизни — это точки потенциальных улучшений.
Расширение bottleneck даст ощутимый прирост производительности и эффективности.
А не обращать внимания на ограничивающие элементы системы — значит недополучать прибыль и работать хуже своих возможностей.
worksection.com
Пример быстрого увеличения пропускной способности производства через «расшивку» «узкого места»
Предыстория
В октябре 2010г., в рамках организации проектов по повышению эффективности
авиазавода на 2011г., компания «Райтстеп» выполнила диагностику основного
производства завода. Основной целью обследования являлось определение «узких мест», т.е. тех объектов, процедур управления и подразделений, которые ограничивали весь выпуск завода.
По результатам анализа, основными «узкими местами» завода были определены (потенциальным «узким местом» также являлись процедуры (вернее, их отсутствие) ведения электронного состава изделия):
1) агрегатно-сборочный цех АСЦ1;
2) методы планирования и управления производством;
3) цех ШЦ (штамповочный), цех МЦ (механический)
В настоящей статье описывается «расшивка» «узкого места» в цехе АСЦ1.
Цех АСЦ1 — первый в последовательной цепочке сборки машин (там из агрегатов начинает собираться изделие, далее – передается в остальные сборочные цеха, АСЦ2 и ЦОС), являющейся «вершиной треугольника» внутризаводской цепочки поставки и являющийся потребителем остальных «детале-делательных» цехов (ДДЦ). Или – началом «трубопровода» перемещения изделия по цепочке сборки.
Следовательно, любая проблема, возникающая в цехе АСЦ1 и ограничивающая начало сборки изделий автоматически приводила к ограничению выпуска машин всем заводом.
И на осень 2010 года цех АСЦ1 являлся таким узким местом, со средним выпуском в 6 изделий в месяц, при заводском плане в 7-8. Основными проблемами АСЦ1 являлись:
1) несинхронность поставок деталей и сборочных единиц от других цехов в адрес цеха АСЦ (читай – постоянные «неожиданные» дефициты на сборке)
обусловленная фактическим отсутствием расчетного позаказного (помашинного) плана поставок;
2) крайне неэффективная внутренняя организация работы в цехе, с основным симптомами (не причинами!): «нет людей», «бракованные детали», «нет места, некуда ставить изделия».
Фактически, проблемы АСЦ1 являлись отражением проблем в управлении и организации производства всего завода. И, прежде всего:
1) фактическим отсутствием синхронизированного между «деталеделательными» и «агрегатносборочными» (ДДЦ и АСЦ) цехами помашинного номенклатурного плана, что приводило к выпуску не того, что надо и не в том количестве, как следствие — к работе «по дефицитам» и, в конечном итоге, к срыву графика сборки;
2) сдельной оплате труда, позволяющей и вынуждающей цеха гнаться, прежде всего за «валовкой», даже — в цехах-«узких местах», при этом — не всегда с учетом дефицитов.
Выбор концепции
По результатам анализа данных и обсуждения возможных путей «расшивки» узкого места» были определены следующие направления преобразований.
Первое: изменение системы управления производством так, чтобы она заставляла выпускать только того, что нужно при сравнительно невысоких затратах. Для этого было необходимо:
1) организовать систему вытягивающего позаказного номенклатурного цехового планирования, систему мониторинга поставок и «закрытия» машин;
2) через изменение системы мотивации (модификации «сделки») мотивировать цеха на выполнение прежде всего указанного плана;
3) обеспечить возможность управления процессом производства и поставок через визуализацию и мониторинг происходящего.
Второе: изменение системы организации производства цеха через:
1) оптимизацию внутрицеховых потоков движения деталей и агрегатов,
2) устранение всех лишних как производственных так и не производственных операций на пути создания машины,
3) обеспечение визуализации происходящего, статуса настоящей ситуации, будущих и настоящих проблем,
4) сокращение партий запуска и перемещений по всей цепочке производства.
Для реализации указанных преобразований были выбраны инструменты SCM («управление производственными цепочками»), Lean («бережливое производство») и ТОС («Теория Ограничений») методов управления производством.
Работы по первому направлению, постановка «Система Планирования и Мониторинга завода» начали реализовываться через внедрение для всего завода новых процессов (процедур) синхронизованного (под график сборки и отгрузки машин) планирования и управления производством, плюс, внедрение поддерживающей их Lean IT Системы Планирования и Мониторинга производства SCMo.
Работы по второму направлению были приняты к реализации с использованием более традиционных но, «подогнанных» к применению на заводе инструментов Lean и TOC.
Преобразования. Новая организация внутри цеха АСЦ1
Проект преобразований в АСЦ1 был начат в январе 2011 года, но затем, в связи сопределенными изменениями в цехе, остановлен.
Представляемые ниже результаты проекта были достигнуты всего за несколько месяцев, в т.ч. благодаря решительной и принципиальной позиции руководства цеха. И, забегая вперед, отметим, что основная цель проекта — увеличена пропускная способность цеха с 6 до 8 машин в месяц, при:
неувеличении операционных затрат (ФОТ, численность рабочих и пр.) и запасов деталей и НзП – была достигнута.
Далее, представлены основные выполненные работы и внедренные инструменты управления. Последовательно, степени убывания важности собственно «узких мест» цеха.
Оптимизация участка внестапельной сборки изделий
Физическое расположение изделий. Работа с нехваткой места
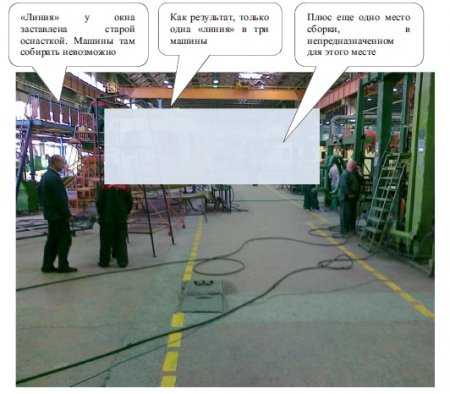
По результатам анализа было определено, что одним из «узких мест» АСЦ1 являлась физическая организация участка внестапельной сборки. Участок был загроможден старой оснасткой/антресолями, ненужными шаблонами, деталями и прочей ерундой, которая фактически не использовалась при производстве машин существующих модификаций.

силу этого, на участке внестапельной сборки удавалось разместить максимум 3-4 одновременно собираемых машин. Причем, в крайне стесненных и неоптимальных условиях.

Этого было бы достаточно при идеальной организации работ по сборке и при идеальном соблюдении графика поставок деталей из других цехов. Но, «в реальном мире», при возникновении проблем с каким либо изделием, он тормозил сборку, в т.ч. стапельную всех остальных машин. И, бригады сборщиков, просто не имели физической возможности переходить на другую машину.
В результате было принято решение о сносе ненужного оборудования, расчистки места, и организации на участке двух «линий» сборки машин. В ходе проведения данных работы были использованы методы эргономичной организации рабочего пространства по 5С. См. схему и фото.

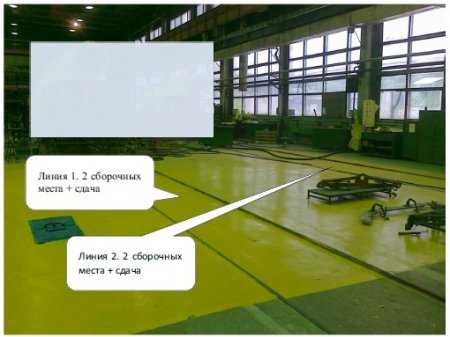
Как результат, на участке внестапельной сборки теперь можно поместить 6 машин, включая сдаточные, и это — при несравненно лучшей и более удобной организации рабочих мест.
Перенос операций с окончательной сборки изделия на другие участки.
По результатам анализа участка внестапельной сборки, являвшегося «узким место» цеха, были выявлены многочисленные «лишние» операции, т.е. операции, которые более эффективно могли быть выполнены на других участках и менее квалифицированным персоналом. Некоторые примеры — см. фото.

После проведения тщательного анализа и обсуждений с технологами цеха, данные операции были перенесены на другие, менее загруженные участки, освободив время сборщиков от «непрофильных» операций.
Изменение системы начисления заработной платы рабочих
В рамках преобразований была изменена система начисления заработной платы рабочим.
Фонд заработной платы явным образом рассчитывался исходя из план выпуска, факт зависел от количества сделанных и переданных в следующий по цепочке цех машин.
Далее, эта сумма распределялась по членам сборочных бригад (бригадирами), в зависимости о квалификации работников и коэффициента трудового участия.
Система сигнализации
Дополнительно было принято решение построить гибкую структуру рабочего процесса в цехе, ориентированную на создание максимальных условий для
производственного рабочего и сигнализации/решение всех его потребностей/проблем в оперативном режиме, как показано ниже:
Для быстрого реагирования вышеуказанной цепочки на возникшие потребности исполнителей решили использовать средства визуализации, такие как сигнальные лампочки. Каждый сектор участка планируется, оснастить двумя типами лампочек зеленого и красного цвета и кнопками их включения.
Зеленая лампа сигнализирует о том, что сектор полностью обеспечен деталями, имеется оснастка для изготовления и полностью ясны текущие потребности в сборках (т.е. ситуация нормальная).
Красная лампочка — это сигнал к тому, что сектор нуждается в решении проблем одного из трех направлений, и мастер участка должен максимально быстро среагировать на этот запрос и принять меры к быстрейшему решению, или поставить в известность других исполнителей, если вопрос затрагивает их компетенции.
Желтая – проблема существует, но в процессе решения.
Оптимизация участка детальной сборки цеха
Система обеспечения поставок от участка детальной сборки цеха
После проведения указанных выше преобразований, пропускную способность участка внестапельной сборки удалось увеличить до 8 машин в месяц. Но, практически сразу «узкое место» цеха АСЦ1 переместилось на участки детальной сборки цеха.
В связи с этим, новая организация была внедрена на участке детальной сборки цеха, участке, изготовляющего и напрямую поставляющего сборки на внестапельную сборку. Работы были выполнены примерно за месяц, по предложенной «Райтстеп» методологии:
1) оптимизация организации рабочих мест участка по принципам «5С»;
2) установка системы визуализации;
3) организация системы вытягивающего планирования и поставок деталей на сборку, методами «супермаркет» и «канбан».

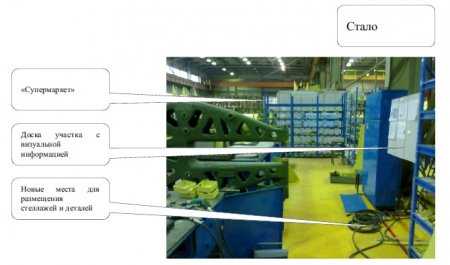

Внедренная новая организация производства настолько понравилась мастерам и рабочим других участков цеха, что участки, в буквальном смысле слова «выстроились» в очередь на внедрение.
Преобразования. Обеспечение своевременности поставок в АСЦ1
Система Планирования и Мониторинга SCMo
С точки зрения «внешних» условий, огромной проблемой цеха являлась неритмичная (несинхронная с ритмом сборки конкретных машин) поставка деталей из ДДЦ цехов завода.
Решение данной проблемы осуществлялось в рамках общезаводского проекта постановки системы синхронного позаказного номенклатурного межцехового планирования. В качестве методологии была взята методология «вытягивающего» (точно вовремя и точно в количестве под заказ) планирования и методология работы с «буферами» и «приоритетами» «узких мест» Теории Ограничений.
В качестве инструмента реализации использовалась Lean ERP система SCMo, обеспечивающая on-line планирование, управление и мониторинг процессов производства и поставок.
Настроенный для завода алгоритм планирования позволял формировать позаказные (под каждую машину или «россыпной» заказ) номенклатурный план
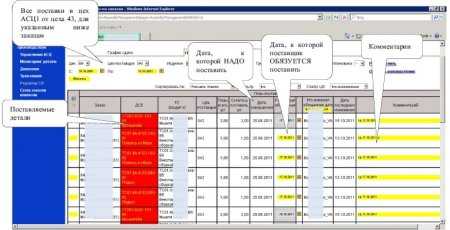
производства и поставок для каждого цеха, охваченного системой. С постоянно обновляемой по факту производства цветовой сигнализацией/подсветкой каждой из партий поставляемых цехом-поставщиком деталей. См. схему ниже.
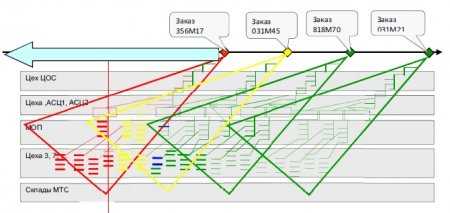
В рамках проекта преобразований в цехе АСЦ1, с использованием SCMo удалось «правильно» поставить следующие процессы:
1) формирование последовательности сборки машин по цехам АСЦ1 – АСЦ2 — ЦОС, и, для АСЦ1 – формирование графика сдачи, по конкретным машинам и на конкретные числа месяца (см. экранную форму ниже):
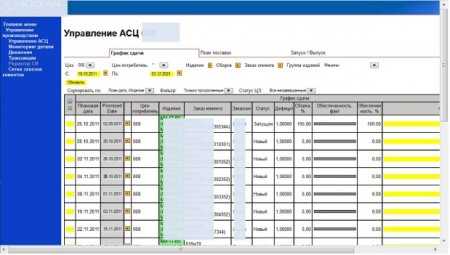
2) на основании графика сдачи машин цехом АСЦ1 – формировать план поставок деталей и агрегатов от цехов – поставщиков. Полностью автоматизировать данный момент в настоящий момент не удалось из-за неточностей в электронном составе изделия (машина). В силу этого, было принято решение по частичному ведению в SCMo электронных дефицитов в адрес цехов поставщиков, с обязательной установкой поставщиками «обещанной даты». Фактически это – публикуемые on-line и доступные для всех «журналы дефицитов», которые ранее вели диспетчера ПДБ цеха, и информация из которых становилась доступна цехам поставщикам часто в искаженном виде, и только на планерках.
Сделано это было в рамках новой методологии управления, переложенный на ИТ систему, а именно – обеспечение максимальной визуализации происходящего для всех участников производственной цепочки (см. ниже):
Побочный положительный эффект — ведение «электронных дефицитов» в SCMo – возможность перехода на «электронные» планерки, эффективность которых гораздо выше традиционных, а затрачиваемое на них время – меньше.
Система мониторинга происходящего (система видеонаблюдения)
В рамках данного направления, для обеспечения максимальной визуализации происходящего в производстве, в цехе также была внедрена система визуализации (видеонаблюдения), работающая в on-line режиме и позволяющая при необходимости увидеть, что реально происходит на участках цеха в данный момент времени.
Результаты проекта
1. Увеличена пропускная способность цеха с 6 до 8 машин в месяц.
При: неувеличении операционных затрат (ФОТ, численность рабочих и пр.) и запасов деталей и НзП.
2. Введена в работу Система Планирования и Мониторинга поставок, синхронизирующая не только выпуск, но и запуск всех цехов завода с графиком
агрегатной и окончательной сборки машин.
3. Обеспечена полная прозрачность происходящего в производстве.
4. Обеспечен базис для выхода в 2012 г. на ритм производства в 9 машин в месяц.
5. Запущен «маховик» преобразований, в т.ч. и на остальных участках цеха.
Райтстеп, Iris Partenaires
Теги: оптимизация процессов, оптимизация производства, Lean, Kanban
www.businesstuning.ru
17. Анализ возникающих на предприятии узких мест.
Задача оперативного планирования производственной программы заключается в определении номенклатуры и объемов продукции. Для этого должны быть известны следующие данные:
1) цены на продукцию;
2) затраты на производство продукции;
3) загрузка мощностей каждым видом продукции;
4) располагаемые производственные мощности.
Проблематика планирования производственной программы
определяется прежде всего видом и количеством узких мест в производстве. Кроме того, значение имеют возможные альтернативные технологические процессы. Речь идет об устанавливаемом оборудовании и об интенсивности его использования в производственном процессе.
Возможны различные подходы к планированию производственной программы.
На предприятии существуют три принципиальных подхода:
а) Отсутствие узких мест.
Поскольку нет узких мест, то производиться может вся продукция.
б) Наличие одного узкого места.
Предположим, установлено, что на предприятии есть одно узкое место. Необходимо различать случаи единственного и возможного альтернативного технологического процесса.
Если переменные затраты в единицу времени одинаковы для всех продуктов, то нужно проверить, для всех ли продуктов и процессов суммы покрытия положительны или для отдельных комбинаций продуктов и процессов они отрицательны
Если известны выручка от продажи и переменные затраты на единицу продукции, а значит, и сумма покрытия, то оптимальную производственную программу можно сформировать поэтапно Ориентация на величину суммы покрытия позволяет последовательно составлять программу, если есть только одно узкое место.
в) Наличие нескольких узких мест.
Если при проверке программ сбыта и производства оказывается, что в производстве есть сразу несколько узких мест, то принять решение сложнее. В этом случае следует применять методы линейного программирования.
Планирование оптимальной производственной программы не должно осуществляться исключительно с затратной точки зрения, необходимо учитывать ориентированные на прибыль критерии. Данные расчетов по полным затратам недостаточны для планирования оптимальной производственной программы, поскольку при таких расчетах затраты не разделяются на переменные и постоянные. Наряду с затратами необходимо учитывать влияние управленческих решений на выручку от продажи и суммы покрытия. В связи с этим требуется использовать данные расчетов сумм покрытия.
Наличие одного узкого места может объясняться двумя причинами:
а) если производственный процесс одноступенчатый, то существующих мощностей оказывается недостаточно для производства максимально возможного количества всех продуктов с положительными суммами покрытия;
б) если производственный процесс многоступенчатый, то узкое место возникает только на одном участке, мощности которого не хватает для производства всех продуктов.
Если на предприятии есть узкое место, необходимо рассчитать относительные величины сумм покрытия в единицу времени загрузки узкого места по отдельным группам продуктов. С учетом этого следует изменить ранжированную последовательность производства продуктов с целью достижения оптимального значения производственного результата. Определение программы продаж и производства без учета располагаемых мощностей в узком месте приводит к снижению общей суммы покрытия. Это неверное решение, поскольку в таком случае предприятие теряет свои суммы покрытия
studfiles.net
Узкие места — Большая Энциклопедия Нефти и Газа, статья, страница 1
Узкие места
Cтраница 1
Узкие места могут возникать на предприятиях по различным причинам. В условиях сложной кооперации разнообразных машин, работающих на современных предприятиях, характер внутрипроизводственных связей, пропорциональность отдельных цехов и участков производства не могут быть раз навсегда данными и неизменными. Усовершенствование техники и технологии производства, улучшение организации труда, изменение характера производства на одном участке неизбежно вызывают необходимость соответствующих изменений на других участках, которые с ним связаны. Если эти изменения запаздывают или вовсе не реализуются, то эффективность происшедших изменений на первом участке может быть серьезно снижена. [1]
Узкие места обязаны своим происхождением в основном мультипрограммному режиму работы оборудования в системе управления. Нетрудно представить себе ситуацию, когда задача с высоким приоритетом, вытеснив с обслуживания у процессора другую, менее приоритетную, пытается использовать те же подпрограммы либо внешние устройства, с которыми уже начала работать только что снятая ( в очередь № 2) задача. В таких подпрограммах окажется затертым адрес возврата в старую задачу; отработка управляющего воздействия, подготовленная и осуществляемая снятой задачей, например, через выходной коммутатор дискретных сигналов, прервется и может так и не закончиться. [2]
Узкие места работы совнархозов обнаружились практически сразу. Однако наверху они были расценены не как следствие реорганизации, а, наоборот, как ее недостаточно последовательное проведение в жизнь, своего рода отдельный неудачный опыт. В дальнейшем же общая политическая ситуация и та атмосфера, которая была создана вокруг самой идеи реорганизации, никак не способствовали ее конструктивно-критическому осмыслению. [3]
А узкие места в производстве означают, что по мере расширения производства и приближения его к уровню полной занятости — а тем более при приближении этого уровня — производственные издержки на единицу продукции растут. Поэтому кривая совокупного предложения на промежуточном отрезке имеет восходящий характер. [5]
А узкие места в производстве означают, что издержки на единицу продукции имеют тенденцию к повышению, когда производство расширяется по направлению к полной занятости. Поэтому кривая совокупного предложения на промежуточном отрезке отклоняется вверх. [6]
Указываются узкие места и отмечается актуальность разработки более совершенных методов построения математических ( кинетических) моделей сложных химических реакций. [7]
Какие узкие места могут быть у различных элементов ( дорога, железная дорога, море) общей транспортной системы. [8]
Расшить узкие места, имея в виду, что планируется модернизировать прессы с доведением их часовой производительности до 35 кг. [9]
Выявить узкие места предприятий, снижающие их мощность, и ликвидировать эти узкие места, направляя капиталовложения 1936 г. в первую очередь на эту цель. [10]
Выявить узкие места предприятий, снижающие их мощность, и ликвидировать эти узкие места, направляя капиталовложения 1936 г. в первую О чередь на эту цель. [11]
Равнение на узкие места недопустимо. Поэтому предприятие должно разработать соответствующие организационно-технические мероприятия, обеспечивающие устранение узких мест и повышение их пропускной способности до уровня ведущих цехов, участков, агрегатов. [12]
Где есть узкие места, снижающие производительность. Насколько продуктивно работают ваши теории о производительности при их проверке собранными данными. [13]
В ХТС существуют узкие места, если обнаружены элементы со структурными рангами, значительно превосходящими все остальные. [14]
Страницы: 1 2 3 4
www.ngpedia.ru